Figure 1.
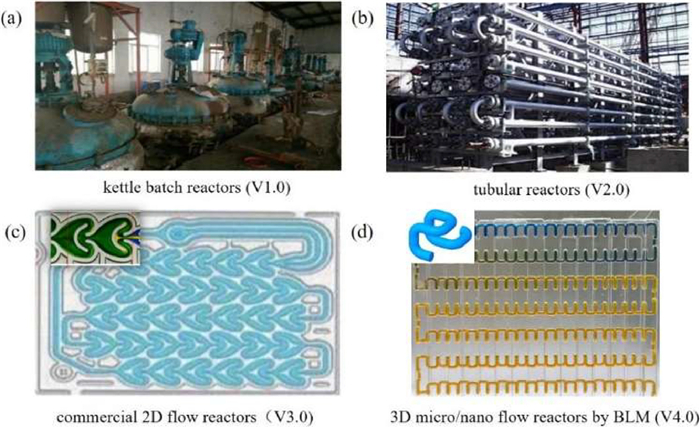
Evolution of different reactors. (a) Kettle batch reactors. (b) Tubular reactors. (c) Commercial 2D flow microreactors. (d) 3D micro/nano flow reactors by BLM technology.
Micro/nano flow chemistry by Beyond Limits Manufacturing
Peiwen Liu , Fang Zhao , Jing Zhang , Yunpeng Bai , Jinxing Ye , Bo Bao , Xinggui Zhou , Li Zhang , Changlu Zhou , Xinhai Yu , Peng Zuo , Jianye Xia , Lian Cen , Yangyang Yang , Guoyue Shi , Lin Xu , Weiping Zhu , Yufang Xu , Xuhong Qian

Femtosecond laser technology based on chirped pulse amplification (CPA) technology, which won the 2018 Nobel Prize in physics, has been widely used in industrial and medical fields. As a direct and maskless fabrication technique, femtosecond laser micromachining provides a straightforward approach for high-precision spatial-selective modification inside transparent materials through nonlinear optical absorption, opening up new avenues for fabricating a variety of novel micro/nano chips or devices [1]. Cheng and coworkers made many progresses in precise inner or outer engraving by using ultra-fast laser [2–6]. In September 2018, we proposed the cutting-edge concept of "Beyond Limits Manufacturing" (BLM) for processes industry producing chemicals, agrochemicals, materials, pharmaceuticals and etc., and for discrete industry producing precision medical apparatus and instruments, and launched a major project on BLM, aiming to lead and promote the whole process of new drug research and development and manufacturing with innovative technology [7]. BLM technology is based on the three-dimensional inner engraving or precise outer engraving of ultra-fast laser, to invent micro/nano scale flow chips or devices, which makes it possible for the microform, integration, economy, safety, high efficiency, green and intelligence of research, development and manufacturing process, so as to realize transformational manufacturing in the era of Industry 4.0.
The technology of "Beyond Limits Manufacturing" is a major scientific and technological research project implemented by East China Normal University, with the participation of East China University of Science and Technology, three enterprises, and other organizations. It applies the cutting-edge ultrafast laser technology to the advanced manufacturing field, precisely controlling the interaction between ultrafast laser and different materials (metals, semiconductors, crystals, glass, organic and biological materials, etc.) through multi-dimensional optical field control technology, and through external illumination. Precision engraving or implosion micro engraving are used to prepare three-dimensional core devices and key equipment with the highest precision up to nanoscale, exploring their application in industrial fields such as chemical and pharmaceutical as well as industry, information technology, medical equipment, and aerospace, breaking through the original manufacturing limits, and developing and implementing cutting-edge technology of "factory-on-a-chip".
Compared to traditional manufacturing technology, the BLM technology based on ultra-fast femtosecond laser was endowed with a number of advantages, including: (1) simple process conditions, no vacuum, high temperature, high pressure and other harsh environment; (2) no mask, arbitrary shape processing; (3) high precision, up to micro and nano scale; (4) arbitrary three-dimensional processing; (5) no tool wear and mechanical deformation risk; (6) engraving or implosion molding; (7) wide range of applicable materials, etc. It can surpass the limitation of material, process, precision, concept and performance of traditional manufacturing, and bring subversive changes to the traditional manufacturing industry. BLM technology is expected to change the form of traditional industries, establish new industrial forms, and create new high-tech industrial clusters.
At present, most pharmaceutical manufacturing processes are still carried out in batch or semi-batch kettle reactors (Fig. 1a), mainly including mixing, reaction, separation, purification, crystallization and other key units, which have obvious defects, such as time-consuming auxiliary operation process, weak mass and heat transfer capacity, poor product quality consistency, poor reaction control ability. These problems are the fundamental source of chemical and pharmaceutical quality concern, low utilization rate of raw materials, large potential safety hazard and high discharge of three wastes. Inspired by continuous flow tubular reactors (Fig. 1b), the microchannel reactors (Fig. 1c) have the characteristics of large specific surface area, high heat/mass transfer efficiency, and intrinsic safety, which have shown advantages in the production of fine chemicals [8–17]. However, such microchannel reactors were manufactured by "two-dimensional planar processing" process. The BLM technology aims to create "three-dimensional implosion and multi-layer arrangement" 3D micro/nano flow chips (Fig. 1d) that can deal with "material flow" with ultra-high precision, and apply them to drug research and development and drug production, which can effectively shorten the research and development cycle, improve production safety, make artificial intelligence (AI) control more easily, and reduce investment for factory.
In micro/nano scale channels (100 nm~1000 µm), the dominant forces acting on the flow are interfacial and viscous forces which are both surface forces, while in macro scale body forces such as inertia and gravitational force are usually predominant. The different governing forces at a different characteristic dimension in a confined environment will result in new phenomena in micro/nano flow chemistry as compared to conventional flow chemistry, and even the law governing the transport phenomena and reaction behavior will change to a certain or a large extent. For example, based on the concept of quantum-confined superfluid [18], Jiang and colleagues regulated interlayer spacing of aminated graphene oxide membranes for efficient Knoevenagel condensation in a directional flow with ~100% conversion and a short reaction time of < 29 s at 22 ℃ [19]. Thus, it can be envisaged that micro/nano flow chemistry can create truly homogeneous physical and chemical environment, at all times and locations, for the particles at molecular level (or molecules) that are reacting or being mixed or separated, making all the particles at molecular level (molecules) in the reaction or moving flow, acting as a troop of highly-disciplined and well-coordinated soldiers with consistent and swift actions. As a result, the reaction or mixing/separation efficiency can be increased exponentially in micro/nano flow chemistry system.
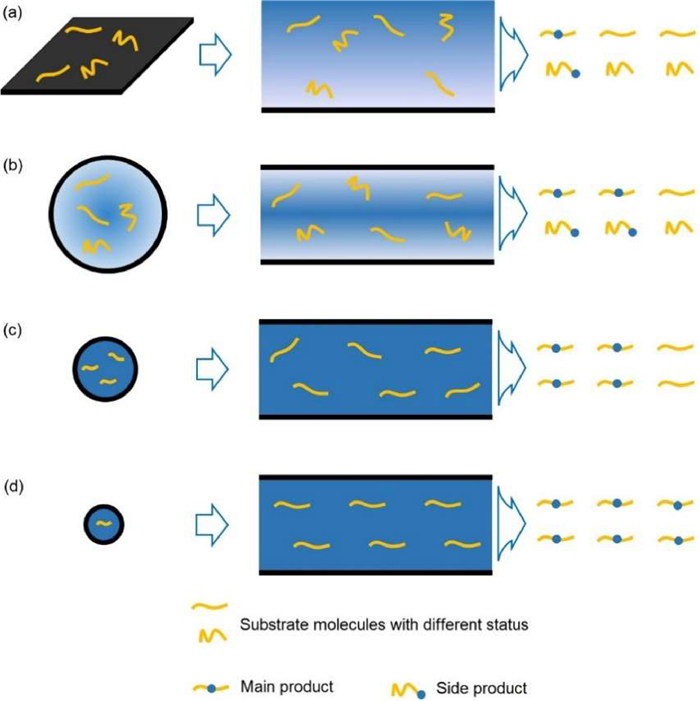
Here a schematically example of micro/nano channel effect was given for a clear introduction the efficiency and uniqueness, which explains the changes for status or behavior of molecule in different channel environment (Fig. 2). It could be found several situations: (1) freedom or random status of molecular in conformation (molecular vibration or rotation) on flat plane space; (2) freedom or random status of molecular in conformation would be affected or decreased by curling the flat plane space to channel; (3) that would be strictly confined by micro channel; (4) all molecular confined and unified in the same conformation, as well as readily for reaction or mixing/separation inside nano channel, even quantum-confined phenomena would appear. When channel diameter became smaller, confined effect appear easily, micro/nano/quantum effect would be more obvious.
Finally, based on micro/nano flow chemistry enabled by BLM, the large-scale manufacturing system of traditional chemical industry can be microsized and integrated in large-scale into a continuous flow "factory-on-a-chip" with small footprint and high safety. In this perspective review, we are going to briefly introduce the significance and application of BLM technology for micro/nano flow chemistry in key links of pharmaceutical continuous manufacturing (PCM), elaborate the current progress and results of the BLM project, and forecast its future development.
Microfluidic technology can revolutionize traditional chemical and pharmaceutical engineering processes, realize continuous and intelligent manufacturing processes. However, its industrial application also faces multiple challenges: (1) manufacturing capacity of large-scale microfluidic structures; (2) manufacturing efficiency of large-scale microfluidic structures; (3) improvement of BLM accuracy of micro/nano chips or devices; (4) design and functional innovation of novel three-dimensional microfluidic structures; (5) expansion of new application fields of novel three-dimensional microfluidic structures. Enabled by BLM technology, we have designed and fabricated a series of novel micro/nano chips or devices, which were used to the development and optimization of continuous drug manufacturing process.
Mixing, reaction, extraction and crystallization are typical operation units in pharmaceutical manufacturing. Compared with the traditional kettle reactor, the microfluidic chip operated in the continuous flow mode has a higher specific surface area, thus its heat and mass transfer performance exhibits remarkable advantages, which is conducive to the precise control and strengthening of the process [20–26]. Benefiting from the ultrafast laser processing of BLM, we designed and fabricated a series of novel microfluidic chips for micro-mixing, micro-reaction, micro-seperation and micro-crystallization, and evaluated their heat and mass transfer performance.
Zhou and Zhang et al. reported an arborescent microreactor, where the smoothed junctions, gradually changed cross-sectional area and reactor internals enabled uniform flow distribution and efficient heat transfer, for fast exothermic reactions (e.g., synthesis of p-diethynylbenzene, a monomer of heat resistant resin). As a result, the yield of p-diethynylbenzene from continuous-flow reaction using this arborescent microreactor was enhanced from 70% (state of the art yield) to 99% with a reaction time shortened by three orders of magnitude compared to conventional batch production [27,28]. For slower reactions that require intensive mixing (e.g., synthesis of ε-caprolactone, the monomer of a biodegradable resin), they designed and developed a millimeter scale butterfly-shaped reactor based on sizing-up strategy. An improvement of heat/mass transfer performance and residence time distribution were realized by means of contraction/expansion of the reaction channel and gradual width structure of the parallel heat exchange channel. As a result, the reaction time for ε-caprolactone synthesis via continuous-flow reaction using this butterfly-shaped reactor was shortened by one order of magnitude compared to conventional batch production, without compromising the product yield. A chained stagnant flow model was proposed to precisely describe the trailing phenomenon caused by fluid stagnation and laminar flow in small scale reactors. The volumetric mass transfer coefficient of the butterfly-shaped reactor was 1 to 2 orders of magnitude higher than that of traditional industrial liquid–liquid contactors [29–31].
For continuous and high-yield separation process, a microchannel inorganic membrane contactor was developed by Zhou and Zhang et al., with collective effects of femtosecond laser engraving and hydrophobic self-assembly, resulting in similar extraction efficiencies as organic membranes but with a much wider operating range and better durability. The microseparator was then integrated with a microreactor for continuous synthesis and separation of a highly explosive chemical, methyl ethyl ketone peroxide, from which high extraction efficiencies were obtained with the final product meeting industrial standard [32].
Ye's group reported two types of 3D microchannel reactors [33,34], including circular cyclone-type, and conical cyclone-type reactor. CFD simulations of the circular cyclone-type microchannels was performed and it was found that the 3D structure is able to guide the fluid to make a set of vortices in opposite directions within the mixing unit. Moreover, within a single chamber, the straight channels with alternating top and bottom also guide the vortices to twist, and this column behavior allows the fluid to achieve turbulent effects within the theoretical laminar flow. In addition, the velocity field shows a surge of flow velocity in the straight channel and a consequent change of pressure field, with a plunge and rebound effect in the mixing unit, which helps to break the intrinsic flow path and reduce energy consumption.
The microfluidic techniques have demonstrated excellent control of crystal particle sizes [35–37]. Bao and coworkers systematically investigated the effects of antisolvent content, channel width and stirring speed on crystal size and crystal size distribution (CSD) of dolutegravir sodium, using a novel crystallization device integrating the microfluidic continuous crystallizer and the agitated crystallizer. Crystals with small particle size and narrow CSD were obtained continuously by optimizing the experimental parameters. Compared to commercial dolutegravir sodium samples, the median size (D50) and CSD of the crystals were reduced by at least 30% and 60%, respectively [38]. In addition, they obtained high quality crystal products of Ph3COH by using droplet-based microfluidic devices. The adsorption and aggregation of crystals at the interface were successfully mitigated by the addition of surfactant to the microdroplets. Compared to the samples without surfactant addition, D50 and CSD were reduced by 29% and 42%, respectively [39]. Furthermore, they designed and constructed a gas-liquid heterogeneous microreactor for the continuous preparation of dolutegravir sodium crystals. Compared with dolutegravir sodium produced by batch crystallization, the morphology changed from needle-like to rod-like, and the crystal aspect ratio decreased from 8.89 to 2.81. The results clarified that continuous crystallization of gas-liquid heterogeneous phase improved the engineering properties of dolutegravir sodium for pharmaceutical formulation, which is highly competitive [40].
The processes carried out in industrial reactors include chemical reaction process and physical process, which determine the efficiency of the reaction and the quality of the products. Therefore, the physical process besides the chemical reaction process should be fully investigated in order to promote the rapid development of microreactor technology or flow chemistry. Zhang and coworkers [41] proposed the physical absorption method of aqueous solution-CO2 and the chemical absorption method of sodium carbonate solution-CO2. By analyzing the chemical reaction equilibrium during the absorption process, the relationship between the mass transfer of CO2 and the solubility of hydroxide ions in the solution was established, and the total gas-liquid mass transfer coefficient was immediately obtained by measuring the pH value. The corresponding testing platform and process have been established based on the characteristics of the proposed method to ensure fast and accurate measurement. Table 1 listed total mass transfer coefficient of various micro/nano devices fabricated by BLM technology. The unique structure of "Network Crossover" module gave it the best mass transfer performance with volumetric mass transfer coefficient (KLa) of 626~1164 s−1.
 DownLoad:
CSV
DownLoad:
CSV

|
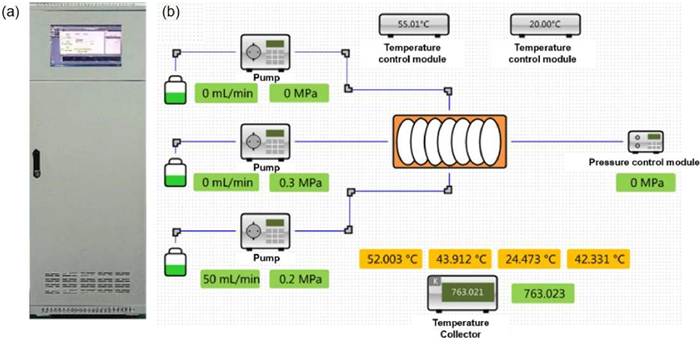
On the other hand, the heat transfer process in the microreactor is inter-wall heat transfer. The heat-transfer fluids can not only provide heat to the system and initial the reaction, but also remove the excess heat produced by the reaction to avoid localized overheating of the reactor, which could lead to safety risks. The small space of microreactor allows the volume of the heat-transfer fluids higher than the volume of the reaction fluids, ensuring a high heat transfer efficiency [24,25]. However, it is difficult to obtain the analytical formula for the heat flow density due to the complex fluid convection and temperature gradient in the microreactor. Therefore, we developed a total heat transfer coefficient measurement platform (Fig. 3) to measure the total heat transfer coefficient K and evaluate the heat transfer efficiency of microreactors with various configurations by measuring the inlet and outlet temperatures of the reaction fluid and heat transfer fluid, which will provide data for applications of the microreactors.
For dangerous chemical reactions involving fast and high heat release, unstable compounds, highly active substances, or highly toxic substances, microfluidic technology has significant safety advantage over batch process due to the closed reaction system, small material holdup and high controllability of reaction [42–47]. Therefore, the application of microfluidic technology in the treatment of dangerous reactions has been highly concerned in the chemical and pharmaceutical industry [48–50].
Zidovudine, i.e., AZT, is an essential anti-AIDS drug for highly active antiretroviral therapy [51]. The azidation step is of the most vital importance in the synthetic route of zidovudine. Zhu, Su and coworkers [52] reported the use of microreactors in combination with the simplified azidation system instead of conventional batch reactors, with reducing the usage of solvent and hazardous chemicals, avoiding risk of explosion and increasing process efficiency. First, effects of various parameters such as volumetric flow rate, microreactor diameter, reactant concentration, reaction temperature and residence time on the azidation process were systematically studied. Compared with the batch reactor, the continuous-flow microreactor could achieve comparable AZT-C yield (i.e., 89%) at much shorter time (10 min) under the condition optimized by experimental parameter screening. The reaction rate of the azidation in the microreactor was 360 times faster than that in the batch reactor.
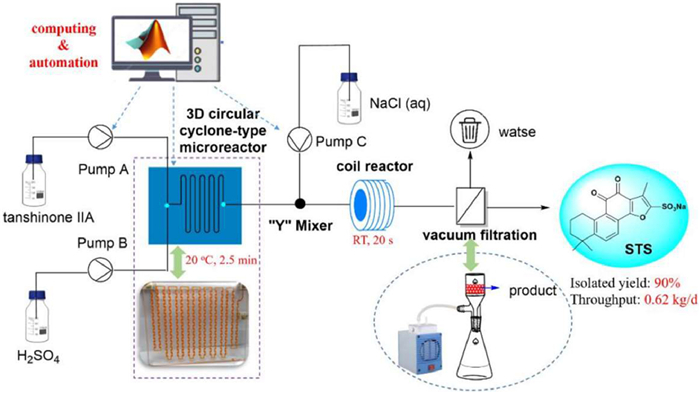
In the industrial production of sodium tanshinone IIA sulfonate (STS), it is difficult to precisely control the temperature and reaction time of sulfonation reaction in the batch condition, leading to the various side reactions. In addition, a large amount of extremely corrosive sulfuric acid, acetic acid, and acetic anhydride have to be processed in the sulfonation procedure. Moreover, the complex post-treatment process such as washing, purification and salt-forming are needed. Based on BLM microfluidic chips, Ye and coworkers transformed the batch operation of above-mentioned sulfonation process into a telescoped multi-stage continuous-flow platform (Fig. 4). This involved the continuous sulfonation and in-line salt formation. Compared to the yield of 68% in the batch process, the isolated yield of 90% (97%−99% purity) was achieved with a total residence time of less than 3 min by using the 3D circular cyclone-type microreactor under the optimized reaction [53]. In addition, this process represented approximately a 58% decrease in the total amount of sulfuric acid/acetic acid/acetic anhydride. The continuous flow method not only greatly simplifies the operation process and improves process safety, but also significantly reduces the amount of acid and wastewater.
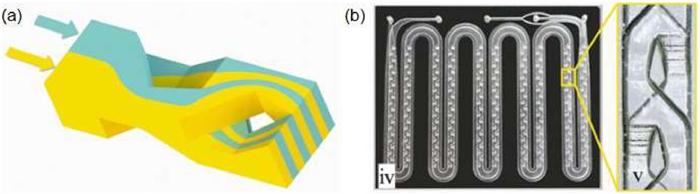
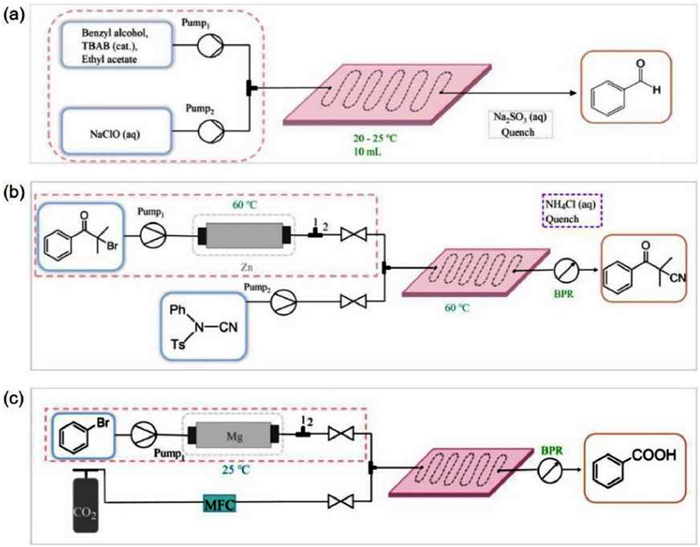
Shi and coworkers [54] developed a time-saving, economical, and hazardless flow synthesis process, using high-density and large-volume centimeter-level 3D channel microfluidic chips fabricated by femtosecond laser micromachining (Fig. 5), and demonstrated its advantages through in situ generation of aryl diazonium salts and subsequent borylation with bis(pinacolato)diboride: (1) the reaction temperature was alerted from ice bath temperature to room temperature; (2) the residence time was reduced by 10 times; (3) the yield was greatly improved, compared with the traditional batch process. In the same year, they reported another case of a high-throughput 3D channel chip to create a time-saving, cost-effective and risk-free method suitable for large-scale flow synthesis [55]. In this flow synthesis system, multiple multiphase reactions were successfully prepared on demand, as shown in Fig. 6, including: (1) benzyl alcohol was converted to benzaldehyde in 3 min by liquid-liquid two-phase transfer catalytic oxidation, with a yield of 97.50%; (2) organic zinc reagent and α-cyano carbonyl carbon compound were synthesized within 7 min by solid-liquid two-phase metal insertion reaction, and the yield was up to 100%; (3) benzoic acid was synthesized by gas-liquid two-phase carboxylation reaction in 2.8 s with a yield of 96%. The system also demonstrated excellent mass and heat transfer efficiency in large industrial installations, breaking the bottleneck in this field.
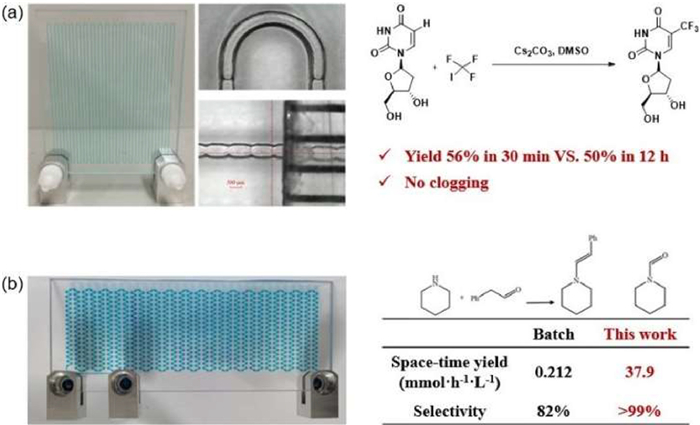
Photochemical synthesis benefits greatly from the characteristics of excellent transparency and chemical resistance of the glass microreactors [56–58]. A micro-scale Continuous Oscillatory Baffled Reactor (micro-COBR) was designed by Zhu, Zhao and coworkers [59], for the liquid-solid photochemical synthesis of trifluridine (Fig. 7a) [60]. The micro COBR could be operated for more than 8 h without clogging, and the photoreaction was accelerated by more than 20 times. Moreover, a glass microreactor, capable of enhancing gas-liquid mass transfer and affording enough residence time simultaneously, was designed reported by Zhao and coworkers [61], to mediate the photocatalytic synthesis of N-formamides (Fig. 7b). The space-time yield was elevated by two orders of magnitude, and the side reactions were almost completely inhibited, resulting in a selectivity of > 99% for N-formamide.
Recently, Zhang, Zhou and coworkers [62] developed a green route for the continuous and high-throughput synthesis of 2-hydroxycarbazole and 4-hydroxycarbazole via photochemical intramolecular cyclization of 3–hydroxy-2′–chloro-diphenylamine using a self-designed millimeter scale photoreactor, which was designed based on sizing-up and numbering-up strategies for a decent liquid holdup (6.8 mL) and fabricated via femtosecond laser engraving technique. It was found that under optimized conditions a 2-hydroxycarbazole yield of 31.6% and a 4-hydroxycarbazole yield of 11.1% were obtained with a residence time of 1 min. Compared to semi-batch operations, the reaction time was shortened by 1–2 orders of magnitude. As a result, a throughput of 11.3 kg/day 2-hydroxycarbazole and 4.0 kg/day 4-hydroxycarbazole can be achieved from the photoreactor.
In general, the structure of chemical drug molecules is complex, requiring gradual transformation from simple precursors, involving multiple reaction steps and intermediate purification. Microfluidic technology has excellent mass and heat transfer effect, and can be easily integrated with various advanced technologies. Therefore, it is very suitable for continuous drug manufacturing and purification process development, and has the potential to realize fully continuous or multi-step continuous pharmaceutical manufacturing [63–67].
Zidovudine, one of the most fundamental components of the drug in the highly active anti-retroviral therapy for AIDS treatment, was synthesized via a four-step reaction route in industrial production. In the BLM-fabricated microreactors developed by Zhu and coworkers [68], all the four reaction steps were optimized and intensified, achieving markedly faster reaction rate and higher selectivity. For example, the azidation step was accelerated by more than 300 times and the hydroxyl protection step was completed with a selectivity of > 99% (vs. ~90% in industrial production). Multi-step continuous flow processes were also developed for the former two and the latter two reaction steps, respectively. Ultimately, zidovudine was synthesized with a yield of 69.2% in 1.8 h with two continuous-flow sequences.
Calcium dibutyryladenosine cyclophosphate was a widely used cardiovascular drug [69]. The traditional batch synthesis process suffered from long reaction times, tedious operation, andunstable yields. Therefore, Ye and coworkers [70] developed a multi-step continuous flow synthesis-purification process (Fig. 8). The continuous acylation reaction was carried out in a tubular reactor at 160 ℃, and the reaction time was shortened from 96 h to 20 min. The amount of acylation reagent was reduced by 35%, and acetonitrile was used instead of pyridine, and the amount was reduced by 86%. The continuous multi-step purification process consisted of continuous hydrolysis, two continuous extraction, and continuous washing in a multi-module 3D swirl hybrid chip (1.2 mL of liquid holding volume per module), combined with the use of a membrane separator for on-line phase separation, and the residence time of the continuous purification step was only 30 s. The yield of the continuous flow process increased from 68% to 92% (99% purity) with a chip flux of 16.4 g/h. The flux was increased to 123 g/h by replacing chips with wider internal channels (6.5 mL of liquid holding volume per chip).

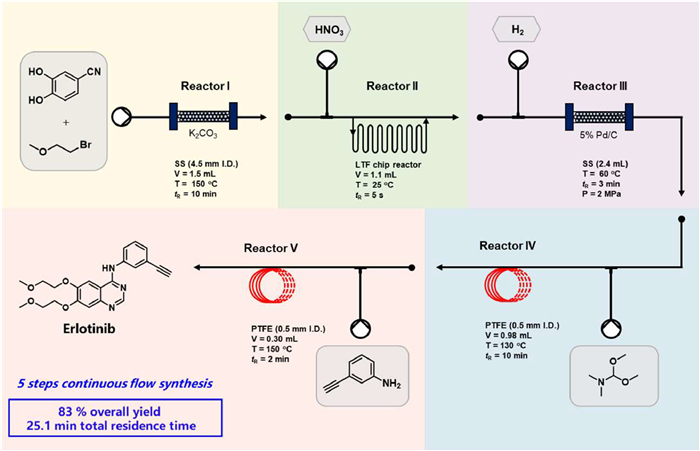
Erlotinib is an orally administered, highly effective, and specific epidermal growth factor receptor tyrosine kinase inhibitor, considered a representative drug for antitumor molecular targeted therapy [71]. The traditional synthetic methods for Erlotinib exhibit long reaction times and many safety risks [72–74]. Recently, Zhu and coworkers [75] described a novel five-steps route for the synthesis of Erlotinib in flow (Fig. 9). These five steps comprise etherification, nitration, reduction, addition and cyclization reactions. All steps were optimized and all batch process was converted to continuous flow process, which drastically reduces the reaction time and considerably improves the process safety as well as the total yield. Enabled by five continuous flow units, Erlotinib is efficiently afforded with an E-factor of 38, an overall yield of 83%, and a total residence time of 25.1 min. Majority steps in this process have been optimized for quantitative conversion, which offers the possibility of telescoping the entire process.
Dolutegravir (DTG) is an antiretroviral medication used in combination with other medication to treat HIV/AIDS [76]. The traditional synthetic methods for DTG exhibit problems such as long reaction times and numerous side reactions [77]. In 2022, Su and coworkers [78] separately investigated two reaction steps for the synthesis of an intermediate (DTG-6) of an anti-HIV drug DTG in microreactors. Under the optimized reaction conditions, a high DTG-5 yield (96.7%) was achieved only in 20 min. Based on the reaction mechanism of the DTG-4 deprotection, a kinetic model was established with numerous experimental data. Subsequently, a cascade microreactor system was developed to combine this deprotection step with the following annelation step. Compared with both the microreactor and the batch reactor reported in the literature, a much higher yield of DTG-6 (i.e., 90%) was obtained in this cascade microreactor system with a remarkably shorter total residence time (50 min) under optimized conditions. Very recently, Zhu and coworkers [79] synthesized DTG in flow through two modules in total of seven reactions, to simplify the production of DTG. For module 1, the key intermediate DTG-4 was obtained in a three-step flow reaction using DTG-1 as starting material in 82% yield over 40 min. For module 2, DTG-4 was reacted in four flow steps to give DTG in 63% yield over 80 min. Enabled by two flow units, DTG was efficiently afforded with an overall yield of 52%, and a total residence time of 2 h.
Azvudine (FNC) is the world's first dual-target inhibitor targeting HIV reverse transcriptase and accessory protein Vif independently developed by China, and can be used for the treatment of novel coronavirus [80–82]. In the current batch production process, due to the limitation of mass transfer and heat transfer, the reaction rate and selectivity of each reaction for the synthesis of this intermediate need to be improved. In addition, the fluorination reaction in the synthesis route is a strong exothermic reaction, which requires strict control of the reaction temperature, and there are certain safety risks in industrial production. Therefore, Zhu and coworkers [83] developed the continuous flow synthesis of 2′-deoxy-2′-fluoroarabinoside (FAU), an intermediate of FNC. Through three modules connected in series, the six-step continuous flow synthesis was completed, including chlorination, hydrolysis, fluorination, bromination, condensation, and deprotection reaction. The total yield of FAU was 32.3% within the total residence time of 156 min, and there was no need to separate or purify the intermediate. Compared with batch operation, the total reaction time of continuous flow microreactor technology was shortened by 16 times, the E factor was reduced by 1.63 times, and the total yield increased 2 folds.
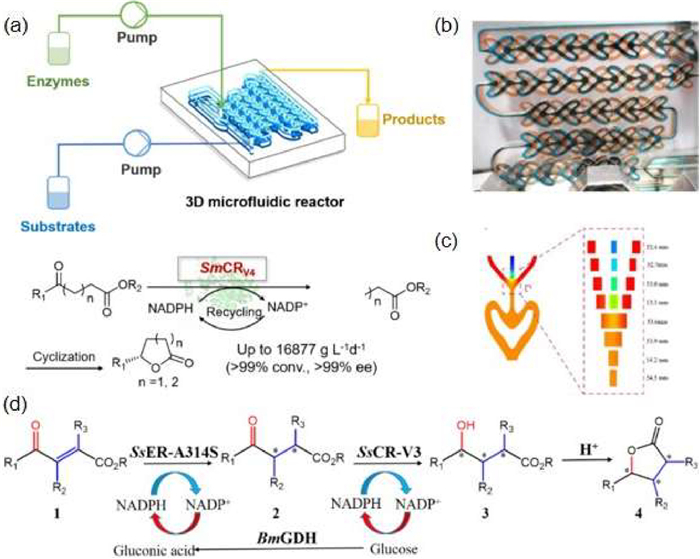
Enzymes are the core catalysts of biomanufacturing, and industrial enzyme catalysis owns unique advantages over chemical catalysis, such as mild reaction condition, high selectivity, and environmental friendliness [84–87]. Continuous-flow technology further enhances the process of enzyme catalysis, making it more sustainable and efficient by enhanced mass transfer, easy scale-up and automatic manipulation. 3D glass microfluidic reactor, which is fabricated by ultrafast laser beam, is particularly suitable for the continuous-flow enzyme catalysis due to its wider residence time, enhanced mixing and larger volume compared with conventional 2D configuration. To build an efficient process, the combination of a powerful enzyme and a well-designed microreactor is of paramount importance.
With the ultrafast laser-fabricated 3D microreactor reported by Bai and coworkers [88], optically pure chiral (R)-γ-decalactone (over 99% ee) can be produced continuously with an unprecedented space–time yield of 16, 877 g L−1 d−1 (Figs. 10a and b), which was increased by nearly 2000-fold compared with the original batch production. The dramatic improvement in reaction productivity was attributed to the enhanced mixing of substrate and enzyme in the heart-shaped microchannel (Fig. 10c). Furthermore, this reaction can be readily scaled-up to six larger microreactors and automatically run for 6 h with conversions > 99% during the process. (R)-γ-decalactone was obtained with 83% yield after separation and purification. Based on this technology, continuous-flow synthesis of polysubstituted γ-butyrolactones via dual-enzyme cascade catalysis has been developed [89]. From α, β-unsaturated γ-ketoesters, a Nicotiana tabacum lactone (99% ee and 98% de) and a whisky lactone (99% ee and 87% de) were synthesized using a new engineered ene reductase SsER and a reductase SsCR (Fig. 10d). The cascade processes were continuously run by combining two 3D microreactors, and completed within 27 min and 42 min for Nicotiana tabacum lactone and whisky lactone, respectively.
This new technology eliminated the extraction and separation of intermediates in batch production, significantly increasing the reaction productivity. In the future, new continuous-flow technologies combined with powerful multi-enzyme catalysis will push the transition from in vivo biosynthesis to in vitro artificial biosynthetic systems, achieving the target of "originating from nature and surpassing nature".
At present, the complex preparation of micro/nano system is produced by batch method. The molding process of micro/nano particles still depends on the dispersion of mechanical energy to the system, and the fine structure control and mass stability of particles are important factors for the preparation of micro/nano particles. Based on fluid dynamics and interfacial chemistry in micro/nano-scale channels, micro/nano-scale particles can be formed individually, drop by drop, so fluidic technology provides a transformative solution for the production of micro/nano-preparations [90–93].
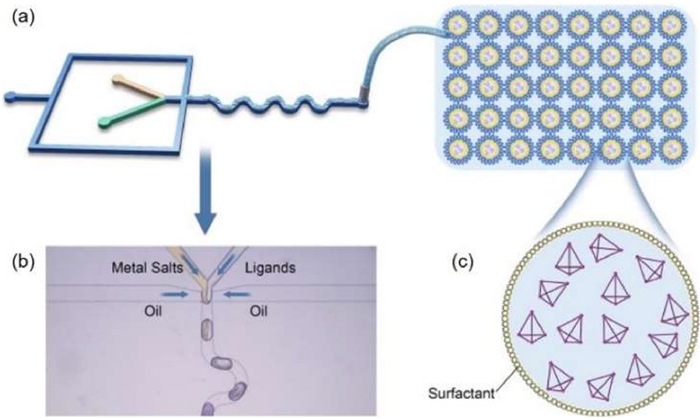
Recently, Xu and coworkers [94] demonstrated a simple but highly efficient means of supramolecular self-assembly of metallacages in microdroplets by using a continuous-flow microfluidic approach (Fig. 11). Notably, this strategy was suitable for various solvents including water, DMF, acetonitrile, and methanol. In particular, all microdroplets could be kept in a stabilized state for at least 24 h. The high efficiency and versatility of this strategy were demonstrated by the highly efficient self-assembly of five different metallacages in microdroplets in a few minutes with nearly quantitative yields. In addition, supramolecular catalysis of metallacages was carried out in microdroplets to further confirm the superiority and diversity of the approach. The catalytic reaction efficiency was considerably improved compared to that in a conventional batch reactor, as illustrated by both kinetic and thermodynamic studies. The catalytic turnover number kcat and rate constant k were both inversely proportional to the diameters of the microdroplets due to the volume confinement effect.
Cen, Zhang and coworkers [95] described a strategy based on co-encapsulating a chemokine (stromal cell-derived factor-1, SDF-1) and a chondroinductive molecule (kartogenin, KGN) within microspheres via microfluidics, and incorporating them into a hyaluronic acid (HA) injectable microgel for articular cartilage defect treatment. It was interesting to notice that SDF-1 and KGN were co-encapsulated simultaneously within the core and shell area of the microsphere with high loading efficiency and sustained release profiles of more than 2 months, which could serve as an efficient therapy for matching the gradual articular cartilage defects repair.
Owing to the excellent fluid control and mass transfer enhancement properties at micro/nano scale, micro/nano chips have attracted increasing attention in academia and industry. However, due to the small size of micro/nano channels, the processing capacity of a single channel is severely limited. The scale-up of micro/nano chips is an essential step from laboratory to industry.
In recent years, significant progress has been made to tackle this challenge by designing microchip architectures that incorporate multiple microfluidic devices onto single chips [96,97]. Zhang and coworkers [98] developed a high-throughput glass microchip that can be used to prepare PLA microspheres, comprehensively considering various factors such as uniformity of fluid distribution, efficiency and reliability of micro-droplet generation, capability of manufacturing, and cost constraints. The fluid distribution structure adopted ladder geometry, utilizing its advantages such as significantly smaller footprint and good robustness of clogging and errors in fabrication. Through precise design of flow resistance in various parts, 2200 droplet generators were laid out in the area of 10 × 10 cm². 2% PLA microspheres were successfully prepared using the developed chip, with a maximum droplet flux of 3.5 L/h and CV value of the target microsphere prepared by this chip being less than 5%. The chip surface modification technology was developed to make it suitable for the uniform high-throughput preparation of oil-in-water, water-in-oil, and high viscosity microspheres.
Micro/nano flow chemistry based on the BLM showed the bright future using "femtosecond/nanometer" scale technology to solve the problem of industry in "hour/meter" scale. In the future, to realize the scale-up and industrial application of BLM technology-based micro/nano fluidic chips, it is necessary to carry out theoretical research and technological innovation from the aspects of chip design, manufacturing and long-term stable and reliable operation. In terms of theoretical research, the multi-phase flow model and computational fluid dynamics simulation method in micro/nano structural elements should be established to clarify the flow, transfer and reaction behavior in micro/nano structural elements. The flow resistance model in 3D complex fluid distribution network should be established to reveal the influence law of integration mode and integration degree on the dispersion and reaction process, and to study the basic law of the number of micro/nano channels and component integration. Breaking through the increase in the number of arrays on the 2D plane, the expansion of micro and nano components in the 3D space should be studied to improve the space utilization, and the multidimensional modular amplification strategy and design criteria are established to form a complete theoretical basis for the amplification of micro and nano chemical chips. Under the premise of uniform distribution of fluid distribution network, the channel manufacturing error has a great impact on the uniformity of fluid distribution. The development of higher precision and more efficient micro/nano channel manufacturing technology is crucial to the integrated scale-up application of micro/nano chemical chips. In addition, the development of uniform flow fluid conveying system and in-chip control and detection system is also an important link in the industrialization application process of micro/nano chemistry. The optimal design of the BLM chips can minimize the blockage or fouling of the channel wall during long-term use. The integrated feedback systems will be helpful for tracking and monitoring chip performance so as to stop operation in case of equipment failure, or adjusting flow conditions to ensure fluid uniformity in multiple channels, ensuring long-term stable and reliable operation of micro/nano chemical chips. Based on the great progress of the above theories and technologies, the industrialization process of micro and nano chemical chips will be promoted rapidly, bringing transformative development to the chemical industry.
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
We are grateful to Professor Kai Li for her significant contribution to BLM project management. We appreciate the efforts and contributions of all members from the BLM major project team, as well as the guidance and support of the Shanghai Municipal Development and Reform Commission, Shanghai Municipal Science and Technology Commission, and Shanghai STVC Group.
Y. Liao, J. Song, E. Li, et al., Lab Chip 12 (2012) 746–749. doi: 10.1039/c2lc21015k
R. Wu, L. Gao, Y. Liang, et al., Micromachines 13 (2022) 378. doi: 10.3390/mi13030378
A. Zhang, J. Xu, Y. Li, et al., Micromachines 13 (2022) 543. doi: 10.3390/mi13040543
Y. Liang, J. Zhou, Z. Liu, et al., ArXiv 11 (2022) 1033–1040.
Y. Zhu, J. Xu, H. Zhang, et al., Sens. Actuators B: Chem. 375 (2023) 132814. doi: 10.1016/j.snb.2022.132814
Y. Zhou, Y. Zhu, Z. Fang, et al., Laser Photonics Rev. 17 (2023) 2200686. doi: 10.1002/lpor.202200686
Y. Cheng, W. Zhu, X. Qian, Beyond Limits Manufacturing: Mass Customization of Factory-On-A-Chip For Flow, Oct. 1, Supplement, Science/AAAS, Washington DC, 2021, pp. 17–19.
K. Jensen, Chem. Eng. Sci. 59 (2001) 293–303. doi: 10.1016/S0009-2509(00)00230-X
R. Service, Science 282 (1998) 400. doi: 10.1126/science.282.5388.400
P. Zou, K. Wang, Chin. J. Chem. Eng. 58 (2023) 170–178. doi: 10.1016/j.cjche.2022.10.009
Y. Su, N. Straathof, V. Hessel, T. Noel, Chem. Eur. J. 20 (2014) 10562–10589. doi: 10.1002/chem.201400283
Z. Yan, J. Tian, C. Du, J. Deng, G. Luo, Chin. J. Chem. Eng. 41 (2022) 49–72. doi: 10.1016/j.cjche.2021.08.023
F. Zhou, B. Zhang, H. Liu, Org. Process Res. Dev. 22 (2018) 504–511. doi: 10.1021/acs.oprd.7b00392
C. Zhang, J. Zhang, G. Luo, J. Flow Chem. 6 (2016) 309–314. doi: 10.1556/1846.2016.00011
Y. Wu, Z. Chen, F. Wang, J. Xu, Y. Wang, Chem. Eng. Sci. 247 (2022) 117045. doi: 10.1016/j.ces.2021.117045
J. Huang, Y. Geng, Y. Wang, J. Xu, Ind. Eng. Chem. Res. 58 (2019) 16389–16394. doi: 10.1021/acs.iecr.9b02438
J. Sui, J. Yan, D. Liu, K. Wang, G. Luo, Small 16 (2020) 1902828. doi: 10.1002/smll.201902828
L. Wen, X. Zhang, Y. Tian, L. Jiang, Sci. China Mater. 61 (2018) 1027–1032. doi: 10.1007/s40843-018-9289-2
S. Pang, D. Peng, Y. Hao, et al., Matter 6 (2023) 1–5. doi: 10.1016/j.matt.2022.12.009
M. Schneider, F. Stoessel, Chem. Eng. J. 115 (2005) 73–83. doi: 10.1016/j.cej.2005.09.019
D. Cantillo, M. Damm, D. Dallinger, Org. Process Res. Dev. 18 (2014) 1360–1366. doi: 10.1021/op5001435
K. Mae, Chem. Eng. Sci. 62 (2007) 4842–4851. doi: 10.1016/j.ces.2007.01.012
J. Jovanović, E. Rebrov, T. Nijhuis, Ind. Eng. Chem. Res. 51 (2011) 1015–1026. doi: 10.1021/ie200715m
A. Kunte, A. Raghu, N. Kaisare, Chem. Eng. Sci. 187 (2018) 87–97. doi: 10.1016/j.ces.2018.04.069
W. Ehrfeld, V. Hessel, H. Löwe, Microreactors, Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim, 2000.
D. Šterk, M. Jukič, Z. Časar, Org. Process Res. Dev. 17 (2013) 145–151. doi: 10.1021/op300248y
S. Jiang, Z. Yang, J. Zhang, et al., Ind. Eng. Chem. Res. 61 (2022) 14121–14131. doi: 10.1021/acs.iecr.2c02601
Z. Yang, Y. Yang, X. Zhang, et al., AIChE J. 68 (2021) e17498.
H. Lv, J. Wang, Z. Shu, et al., Chin. Chem. Lett. 34 (2023) 107710. doi: 10.1016/j.cclet.2022.07.053
H. Lv, Z. Yang, J. Zhang, et al., Micromachines 12 (2021) 59. doi: 10.3390/mi12010059
Y. Yang, W. Du, G. Qian, et al., AIChE J. 69 (2022) e17867.
M. Nie, G. Ye, N. Song, et al., Ind. Eng. Chem. Res. 61 (2022) 11534–11543. doi: 10.1021/acs.iecr.2c01282
J. Ye, R. Cheng, M. Sun, et al., Patent, CN115245800A, 2022.
J. Ye, R. Cheng, M. Sun, et al., Patent, CN115245801A, 2022.
J. McGinty, M. Chong, A. Manson, et al., Crystals 10 (2020) 925. doi: 10.3390/cryst10100925
C. Steenweg, A. Kufner, J. Habicht, K. Wohlgemuth, Processes 9 (2021) 2187. doi: 10.3390/pr9122187
P. Cruz, C. Alvarez, F. Rocha, A. Ferreira, Chem. Eng. Res. Des. 175 (2021) 115–123. doi: 10.1016/j.cherd.2021.08.030
F. Liu, W. Luo, J. Qiu, et al., Ind. Eng. Chem. Res. 61 (2022) 6693–6702. doi: 10.1021/acs.iecr.2c00655
J. Yan, J. Lu, J. Qiu, et al., Chem. Eng. Sci. 280 (2023) 118971. doi: 10.1016/j.ces.2023.118971
W. Luo, F. Liu, Y. Guo, et al., Chin. Chem. Lett. 34 (2023) 107636. doi: 10.1016/j.cclet.2022.06.059
H. Wang, R. Zhang, Y. Ren, L. Zhang, Chin. Chem. Lett. 35 (2024) 108833. doi: 10.1016/j.cclet.2023.108833
M. Smith, Organic Synthesis (Fourth Edition), Academic Press, Boston, 2017.
Z. Yu, Y. Lv, C. Yu, W. Su, Org. Process Res. Dev. 17 (2013) 438–442. doi: 10.1021/op300350v
P. Zhang, M. Russell, T. Jamison, Org. Process Res. Dev. 18 (2014) 1567–1570. doi: 10.1021/op500166n
H. Usutani, Y. Tomida, A. Nagaki, et al., J. Am. Chem. Soc. 129 (2007) 3046–3047. doi: 10.1021/ja068330s
R. Maurya, C. Park, H. Lee, D. Kim, Angew. Chem. Int. Ed. 50 (2011) 5952. doi: 10.1002/anie.201101977
C. McPake, C. Murray, G. Sandford, ChemSusChem 5 (2012) 312–319. doi: 10.1002/cssc.201100423
B. Mahajan, T. Mujawar, S. Ghosh, Chem. Commun. 55 (2019) 11852–11855. doi: 10.1039/C9CC06127D
Z. Jaman, T. Sobreira, A. Mufti, Org. Process Res. Dev. 23 (2019) 334–341. doi: 10.1021/acs.oprd.8b00387
P. Murray, D. Browne, J. Pastre, Org. Process Res. Dev. 17 (2013) 1192–1208. doi: 10.1021/op4001548
D. Smith, G. Kalayanov, C. Sund, J. Med. Chem. 52 (2009) 219–223. doi: 10.1021/jm800981y
R. Jiang, X. Xue, F. Zhao, et al., Chem. Eng. J. 429 (2022) 132207. doi: 10.1016/j.cej.2021.132207
M. Sun, C. Liang, L. Cao, et al., Chin. Chem. Lett. 35 (2024) 108738. doi: 10.1016/j.cclet.2023.108738
J. Ren, M. Wu, K. Dong, et al., Chin. Chem. Lett. 34 (2023) 107694. doi: 10.1016/j.cclet.2022.07.037
J. Ren, K. Niu, M. Wu, Y. Cheng, G. Shi, Chin. Chem. Lett. 34 (2023) 107985. doi: 10.1016/j.cclet.2022.107985
A. Caron, A. Hernandez-Perez, S. Collins, Org. Process. Res. Dev. 18 (2014) 1571–1574. doi: 10.1021/op5002148
C. Stephenson, E. Swift, T. Williams, Synlett 27 (2016) 754–758. doi: 10.1055/s-0035-1561320
G. Wu, T. Lv, W. Mo, et al., Tetrahedron Lett. 58 (2017) 1395–1398. doi: 10.1016/j.tetlet.2017.02.068
F. Zhao, W. Zhu, P. Liu, X. Qian, Patent, CN202310809156.3, 2023.
Y. Huang, Y. Lei, L. Zhao, et al., Chem. Commun. 54 (2018) 13662–13665. doi: 10.1039/C8CC07759B
Y. Xu, F. Zhao, X. Guo, Chin. Chem. Lett. 35 (2024) 108642. doi: 10.1016/j.cclet.2023.108642
Z. Li, Z. Yang, C. Yao, et al., Chin. Chem. Lett. 35 (2024) 108893. doi: 10.1016/j.cclet.2023.108893
B. Shen, T. Jamison, Org. Lett. 14 (2012) 3348–3351. doi: 10.1021/ol301324g
L. Miranda, R. de Souza, R. Leão, Org. Process Res. Dev. 23 (2019) 2516–2520. doi: 10.1021/acs.oprd.9b00206
N. Tosso, B. Desai, E. De Oliveira, J. Org. Chem. 84 (2019) 3370–3376. doi: 10.1021/acs.joc.8b03222
H. Lin, C. Dai, T. Jamison, Angew. Chem. Int. Ed. 56 (2017) 8870–8873. doi: 10.1002/anie.201703812
C. Sagandira, F. Akwi, M. Sagandira, J. Org. Chem. 86 (2021) 13934–13942. doi: 10.1021/acs.joc.1c01013
R. Jiang, Continuous Flow Synthesis of Zidovudine and Design of Microreactors, Doctoral thesis, East China University of Science and Technology, 2022.
Y. Li, W. Li, Med. Recapitulate 5 (2017) 985–988.
L. Cao, M. Sun, C. Liang, et al., Chin. Chem. Lett. 35 (2024) 108758. doi: 10.1016/j.cclet.2023.108758
J. Dowell, J. Minna, P. Kirkpatrick, Nat. Rev. Drug Discov. 4 (2005) 13–14. doi: 10.1038/nrd1612
C. Karunakara, U. Aparna, V. Chandregowda, C.G. Reddy, Anal. Sci. 28 (2012) 305–308. doi: 10.2116/analsci.28.305
D. Rao, R. Kankan, Patent, WO2010109443A1, 2014.
A. Gavenda, P. Vraspir, A. Canavesi, et al., Patent, WO2010005924A1, 2009.
H. Jin, Q. Cai, P. Liu, et al., Chin. Chem. Lett. 35 (2024) 108721. doi: 10.1016/j.cclet.2023.108721
B.A. Johns, T. Kawasuji, J.G. Weatherhead, et al., J. Med. Chem. 56 (2013) 5901–5916. doi: 10.1021/jm400645w
S. Sankareswaran, M. Mannam, V. Chakka, S.R. Mandapati, P. Kumar, Org. Process Res. Dev. 20 (2016) 1461–1468. doi: 10.1021/acs.oprd.6b00156
X. Xue, R. Jiang, C. Xie, et al., AIChE J. 68 (2022) e17820. doi: 10.1002/aic.17820
W. Zhu, X. Qian, Y. Xu, H. Jin, P. Liu, et al., Patent, CN202310899408.6, 2023.
L. Sun, Y. Peng, W. Yu, J. Med. Chem. 63 (2020) 8554–8566. doi: 10.1021/acs.jmedchem.0c00940
S. Sadeghpour, S. Khodaee, M. Rahnama, Viruses 13 (2021) 1366. doi: 10.3390/v13071366
J. Zhang, Y. Li, L. Wang, Signal Transduct. Target Ther. 6 (2021) 414. doi: 10.1038/s41392-021-00835-6
Y. Sun, Continuous Flow Synthesis of 2'-Deoxy-2'-Fluoroarabinoside, Master's Thesis, East China University of Science and Technology, 2023.
S. Benkovic, S. Hammes-Schiffer, Science 301 (2003) 1196–1202. doi: 10.1126/science.1085515
D. Glowacki, J. Harvey, A. Mulholland, Biochem. Soc. Trans. 40 (2012) 515–521. doi: 10.1042/BST20120047
H. Gröger, Bioorg. Med. Chem. 26 (2018) 1239–1240. doi: 10.1016/j.bmc.2018.03.026
S. Wu, R. Snajdrova, J. Moore, K. Baldenius, U. Bornscheuer, Angew. Chem. Int. Ed. 60 (2021) 88–119. doi: 10.1002/anie.202006648
X. Deng, M. Fan, M. Wu, et al., Chin. Chem. Lett. 35 (2024) 108684. doi: 10.1016/j.cclet.2023.108684
L. Chu, X. Zhang, J. Li, et al., Chin. Chem. Lett. 35 (2024) 108896. doi: 10.1016/j.cclet.2023.108896
Q. Xu, M. Hashimoto, T. Dang, et al., Small 5 (2009) 1575–1581. doi: 10.1002/smll.200801855
S. Datta, A. Abbaspourrad, E. Amstad, et al., Adv. Mater. 26 (2014) 2205–2218. doi: 10.1002/adma.201305119
M. Zieringer, N. Carroll, A. Abbaspourrad, S. Koehler, D. Weitz, Small 11 (2015) 2903–2909. doi: 10.1002/smll.201403175
G. Whitesides, Nature 442 (2006) 368–373. doi: 10.1038/nature05058
H. Lin, L. Zhou, F. Mei, et al., Angew. Chem. Int. Ed. (2023) e202301900.
H. Wu, L. Shen, Z. Zhu, et al., Chem. Eng. J. 393 (2020) 124649. doi: 10.1016/j.cej.2020.124649
T. Han, L. Zhang, H. Xu, J. Xuan, Chem. Eng. J. 326 (2017) 765–773. doi: 10.1016/j.cej.2017.06.028
M. Romanowsky, A. Abate, A. Rotem, C. Holtze, D. Weitz, Lab Chip 12 (2012) 802–807. doi: 10.1039/c2lc21033a
G. Hu, Design and Development of Universal High-Throughput Glass Microfluidic Chip, Master's thesis, East China University of Science and Technology, 2023.

Figure 1 Evolution of different reactors. (a) Kettle batch reactors. (b) Tubular reactors. (c) Commercial 2D flow microreactors. (d) 3D micro/nano flow reactors by BLM technology.

Figure 2 Schematics for the evolution of the flow reaction in distinct flow environment. The color distribution in the flow environment represents the concentration distribution. (a) On a flat plane. (b) In a macro-scale tube (> 2000 µm). (c) In a micro-scale channel (0.2–2000 µm). (d) In a nano-scale channel (< 0.2 µm).

Figure 3 (a) Total heat transfer coefficient measurement platform and (b) operation interface.

Figure 5 (a) Schematic view of the microchip's 3D mixing units. (b) Photograph of the microfluidic chip, and the close-up view of the mixing units in position of yellow rectangle.

Figure 6 Schematic of a continuous flow devices of (a) liquid-liquid two-phase transfer catalytic oxidation reaction of benzyl alcohol to benzaldehyde, (b) solid-liquid two-phase metal insertion reactions for the preparation of α-cyano carbonyl carbon compounds, and (c) gas–liquid two-phase reactions for the preparation of carboxylic acid compounds.

Figure 7 Photochemical reactions in BLM-customized glass microreactors. (a) Gas-liquid-solid photosynthesis of trifluridine. (b) Gas-liquid photocatalytic synthesis of N-formylpiperidine.

Figure 8 The schematic diagram of the sequential continuous flow synthesis and purification process of calcium dibutyryladenosine cyclophosphate.

Figure 9 The schematic diagram of five-steps route for the synthesis of Erlotinib in flow.

Figure 10 Continuous-flow synthesis of chiral γ-butyrolactones. (a) Illustration of reaction setup. (b) Ultrafast laser-fabricated 3D microreactor. (c) Concentration profiles at the heart-shaped microchannel. Red: enzyme. Blue: substrate. (d) Continuous-flow synthesis of chiral polysubstituted γ-butyrolactones via dual-enzyme cascade catalysis.

Figure 11 (a) Schematic representation of the microdroplet generation process using a microfluidic flow-focusing junction device. (b) Microscopic image of W/O micro-droplets generated at the microfluidic flow-focusing channel junction online. (c) Schematic representation of a microdroplet and its inner environment.
Table 1. Total mass transfer coefficient of various micro/nano devices fabricated by Beyond Limits Manufacturing technology.
|
|
 下载: 导出CSV
下载: 导出CSV

 扫一扫看文章
扫一扫看文章

扫一扫关注我们
