引用本文:
贾献峰, 陈伟, 马成, 王际童, 乔文明, 凌立成. 常压干燥制备酚醛树脂基炭气凝胶研究进展[J]. 化学通报,
2021, 84(3): 194-203.

Citation: Xianfeng Jia, Wei Chen, Cheng Ma, Jitong Wang, Wenming Qiao, Licheng Ling. Research Progress in the Preparation of Phenolic Resin Based Carbon Aerogels via Ambient Pressure Drying[J]. Chemistry, 2021, 84(3): 194-203.
Citation: Xianfeng Jia, Wei Chen, Cheng Ma, Jitong Wang, Wenming Qiao, Licheng Ling. Research Progress in the Preparation of Phenolic Resin Based Carbon Aerogels via Ambient Pressure Drying[J]. Chemistry, 2021, 84(3): 194-203.
常压干燥制备酚醛树脂基炭气凝胶研究进展
English
Research Progress in the Preparation of Phenolic Resin Based Carbon Aerogels via Ambient Pressure Drying
Abstract:
Phenolic resin based carbon aerogels typically represented by resorcinol-formaldehyde are a kind of lightweight, porous and amorphous carbon nanomaterials with broad applications in the field of catalysis, adsorption, electrochemistry and thermal insulation. However, the complex and high-cost supercritical drying process greatly restricts the industrial preparation and application of carbon aerogels, thus ambient pressure drying process has become one of the most widely studied technologies for preparing carbon aerogels. In this paper, four structure control methods for the preparation of phenolic resin based carbon aerogels by ambient pressure drying are reviewed, including control of sol-gel reaction parameters, adding templates method, fiber reinforcement method and additives method. The structural characteristics of materials obtained by these methods and the advantages and disadvantages of the preparation process are also summarized. Finally, the future development is prospected.
-
Key words:
- Carbon aerogels
- / Sol-gel
- / Pore structures
- / Ambient pressure drying
-
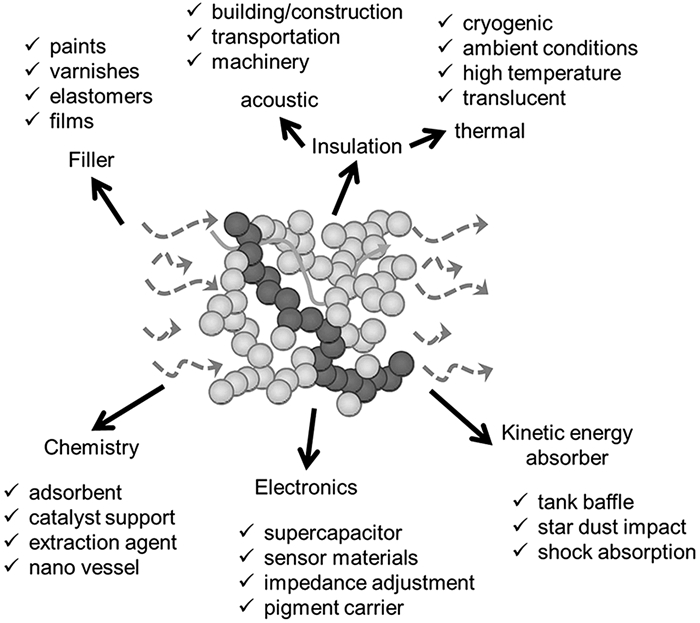
炭气凝胶(CAs)是一种新型的轻质、多孔、纳米炭材料,它具有碳纳米粒子相互连接而形成的三维网络结构[1~6]。这种独特的网络结构赋予炭气凝胶优异的性能,如高孔隙率、高比表面积、优异的隔热性能和良好的导电性能等。因此,炭气凝胶在隔热[7, 8]、催化[9~11]、吸附[12, 13]、水处理[14]和电化学[15~17]等领域具有广阔的应用前景(图 1)。1989年,Pekala[18]首次以间苯二酚(R)和甲醛(F)为反应前驱体,在碱性条件下经溶胶-凝胶反应和超临界干燥工艺得到了RF有机气凝胶,再经过进一步炭化过程制备出RF炭气凝胶。自此之后,炭气凝胶以其独特结构和优异的性能得到了快速发展。特别是近年来,以碳纳米管气凝胶[19~21]和石墨烯气凝胶[22~24]为代表的新型炭气凝胶进一步引发了新的研究热点。
图 1
酚醛树脂基炭气凝胶,通常是以酚类(苯酚[25, 26]、间苯二酚[27]、间苯三酚[28]、甲酚[29]等)和醛类(甲醛[27]、糠醛[30]等)为原料,水系为溶剂,碳酸钠、氢氧化钠等[31]无机碱金属作为催化剂,经过溶胶-凝胶反应、凝胶老化、溶剂交换、干燥和炭化工艺制得,制备周期一般在7d以上[1~3]。在炭气凝胶的整个制备工艺过程中,其关键技术和难题是如何将水从湿凝胶的网络结构中去除,并且仍能很好地保持凝胶网络的整体性和高孔隙率。超临界干燥技术可以有效地解决这一问题,因为在超临界干燥过程中,通过控制压力和温度,使溶剂达到临界点,进而完成液相到气相的超临界转变。整个过程中溶剂无明显的表面张力,可以很好地维持凝胶骨架结构而不发生结构坍塌和明显的体积收缩[2]。然而,超临界干燥工艺的操作周期长、危险系数较高、能耗高、成本高,极大地限制了炭气凝胶的工业化生产和应用。随着干燥技术的发展,冷冻干燥技术也广泛应用于炭气凝胶制备过程[32~34]。冷冻干燥后的气凝胶骨架结构保持较为完整,整个干燥过程相对简单、经济和环保,但是仍然无法实现规模化的应用。因此,简单易操作的常压干燥工艺制备酚醛树脂基炭气凝胶不仅成为许多科研工作者的研究热点之一,而且是实现其低成本规模化生产的关键技术[35]。一般认为,适当的网络结构强度、较大的颗粒与孔径和低的表面张力是减少气凝胶在常压干燥过程中孔结构坍塌和收缩的三个关键因素[36]。基于此观点,国内外的相关科研工作者开展了一系列实验研究工作,并取得了一定的研究成果。
1. 常压干燥制备炭气凝胶
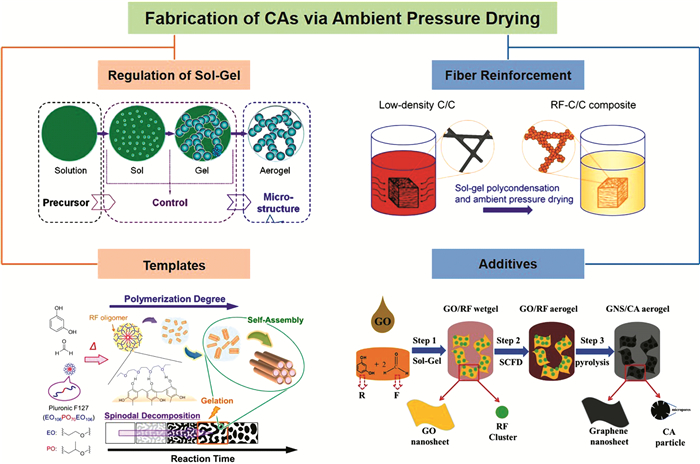
目前,常压干燥制备酚醛树脂基炭气凝胶主要有四种结构调控方法:调控溶胶-凝胶反应参数、添加模板法、纤维增强法和添加剂法,如图 2所示。
图 2

1.1 调控溶胶-凝胶反应参数
在溶胶-凝胶反应过程中,相关反应参数如反应物浓度、前驱体、催化剂、溶剂、pH和反应温度等将对气凝胶的网络结构和性能产生重要的影响[3]。通过调控溶胶-凝胶反应参数来控制酚醛树脂基气凝胶网络结构,进而可以简单有效地实现气凝胶的常压干燥制备。
在控制溶胶-凝胶反应参数中,催化剂浓度(间苯二酚和催化剂之比R/C=50~300)对凝胶的粒径大小和孔隙结构有着重要影响。当使用碱性催化剂时,较低的R/C形成较小的凝胶颗粒和孔径,这种类似“纤维状”的微观结构被称为聚合物凝胶;而较高的R/C则得到较大的颗粒和孔径,形成具有“珍珠链式”结构的胶体凝胶[2]。Fischer等[15]通过调控溶胶-凝胶反应过程中R/C比例,首次利用常压干燥工艺合成出了RF有机气凝胶,再经炭化得到密度在0.35~1.0 g/cm3的炭气凝胶。研究发现,当所用催化剂碳酸钠(C)浓度极低时(R/C=1000,1500),RF在溶胶-凝胶反应中形成较大的颗粒和大孔径结构,这样就相对减小了表面张力作用,使得常压干燥后气凝胶的线收缩率仅有3%。
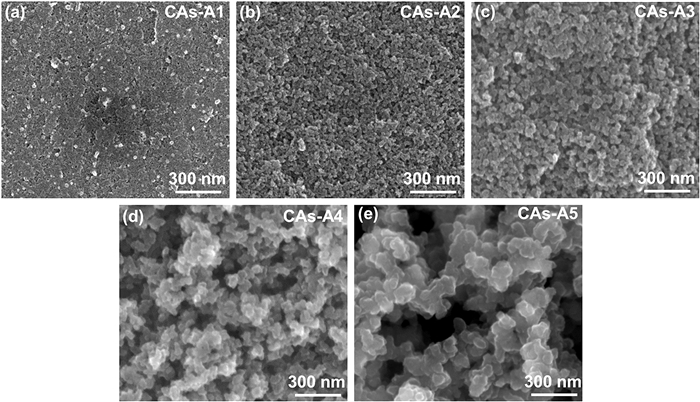
近来,Yang等[40]研究发现,在较宽的比例范围(R/C=300~2000)内,RF可以形成合适的凝胶颗粒连接和高强度的骨架结构,足以抵抗常压干燥过程中的毛细管张力。图 3所示为不同R/C制备的炭气凝胶微观结构图,从图中可以看出,随着R/C比例的增加,RF炭气凝胶的颗粒逐渐增大,中、大孔结构的出现使得RF炭气凝胶由最初致密化的孔结构变得疏松。与其他研究结果相比,该常压干燥制备出的RF炭气凝胶不仅具有更加均匀的颗粒/孔道排列和颗粒大小,还有更为丰富的网络结构。此外,该研究还发现水含量和凝胶反应温度对炭气凝胶的微观结构同样有着重要影响[40]。
图 3

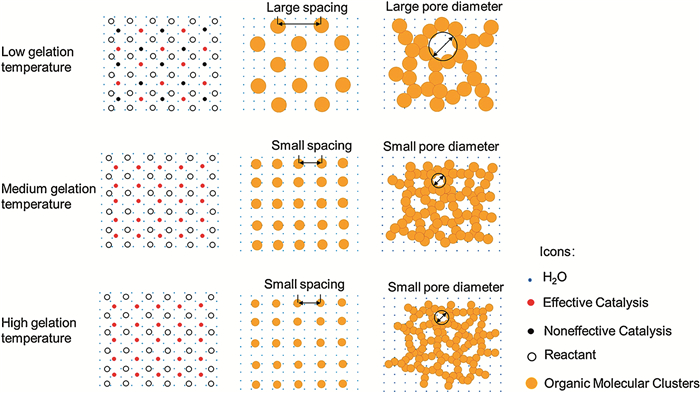
当确定酚醛溶液中反应物的相关参数后,选择一个合适的溶胶-凝胶反应温度可以保证反应前驱体聚合反应程度,因而反应温度在炭气凝胶的孔结构调控方面也起到非常重要的作用[40]。通常情况下,间苯二酚与甲醛之间有较高的反应活性,RF水体系的溶胶-凝胶反应可以在30~80℃这一较宽温度范围内进行。但是考虑到凝胶反应时间问题,一般反应温度控制在80℃左右[3]。反应结束后,在该反应温度下RF湿凝胶需要一个较长时间(3~4d)的老化过程以增强其骨架结构,减少在干燥过程中的孔结构坍塌。相关研究表明,随着溶胶-凝胶反应温度的升高,反应前驱体的凝胶时间可以大幅度减少:当反应温度为30℃时,凝胶时间为3d,而当反应温度升高至90℃,凝胶反应可以在5min内完成[40]。图 4为凝胶温度对凝胶网络结构影响的原理模型图。当凝胶反应温度较低时,由于催化剂不能获得足够的能量来激活聚合反应,有效成核反应中心的数量受到限制,因而有机凝胶颗粒之间空隙较大,形成大凝胶颗粒和较大孔径的网络结构;随着凝胶反应温度升高,催化剂具有足够能量激活聚合反应,有效的成核中心数量急剧增加,合成出颗粒较小、孔径较小的气凝胶网络结构[40]。
图 4

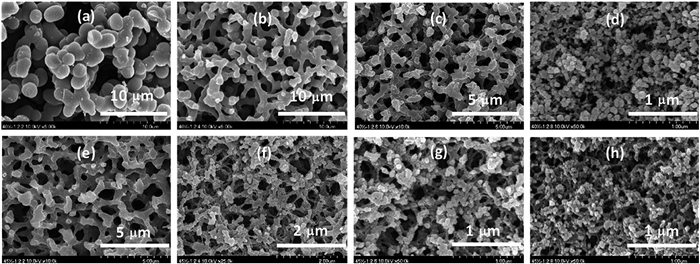
水热合成法是在高温和高压下进行的一种合成材料的方法,具有粒子成核快、结构可控等优点,在多孔炭材料制备中得以广泛应用[4, 41~43]。Cho等[44]在无模板剂条件下,通过水热合成法制备出多孔RF炭气凝胶块体。在水热条件(100℃,6h)下,RF形成了连续的大孔和高强的孔结构,因而可以实现RF气凝胶的常压干燥。随后,为了解决RF反应体系受催化剂影响较大而不易控制、不易重复的问题,该研究团队在无模板剂和无催化剂条件下,一步水热法制备出RF炭气凝胶块体[45]。研究发现,当反应体系中F/R(2.2、2.4、2.6、2.8)和R/W(40、45)满足特定值时,在100℃、6h的水热条件下,RF可以形成气凝胶颗粒相互连接的高强度连续孔结构(如图 5所示),因而无需进行超临界干燥。
图 5
 图 5. 炭气凝胶的FE-SEM图:R/W=40,F/R=(a) 2.2, (b) 2.4, (c) 2.6, (d) 2.8, R/W=45, F/R=(e) 2.2, (f) 2.4, (g) 2.6 (h) 2.8[45]Figure 5. FE-SEM micrographs of CAs after pyrolysis from R/W=40 with F/R ratios of (a) 2.2, (b) 2.4, (c) 2.6, and (d) 2.8, and from R/W=45 with F/R ratios of (e) 2.2, (f) 2.4, (g) 2.6 and (h) 2.8[45]
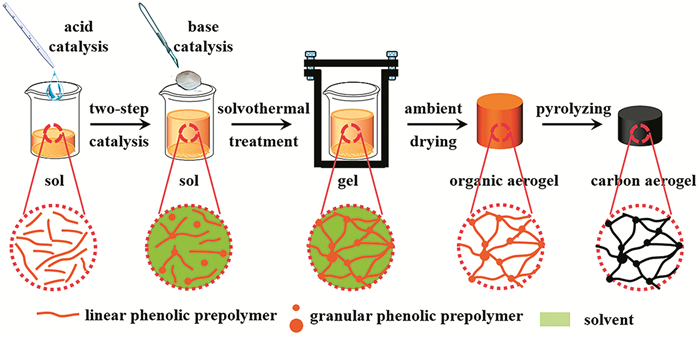
图 5. 炭气凝胶的FE-SEM图:R/W=40,F/R=(a) 2.2, (b) 2.4, (c) 2.6, (d) 2.8, R/W=45, F/R=(e) 2.2, (f) 2.4, (g) 2.6 (h) 2.8[45]Figure 5. FE-SEM micrographs of CAs after pyrolysis from R/W=40 with F/R ratios of (a) 2.2, (b) 2.4, (c) 2.6, and (d) 2.8, and from R/W=45 with F/R ratios of (e) 2.2, (f) 2.4, (g) 2.6 and (h) 2.8[45]溶剂热法是在水热合成法基础之上发展起来的,将反应体系中水溶剂换成有机溶剂,解决了一些对水敏感的反应物的适应性问题,从而拓展了多孔炭材料制备范畴[46~48]。Zhang等[49]运用酸碱两步催化法,在溶剂热条件下,经常压干燥制备出低密度和低热导率的炭气凝胶块体,图 6为其制备流程示意图。以间苯二酚和糠醛为前驱体,在硝酸催化作用下合成出线性酚醛树脂预聚物;再加入含有一定量六亚甲基四胺(HMTA)的甲醇溶液,在溶剂热条件(120℃,18h)下形成高强度的骨架结构,使得在常压干燥过程中气凝胶的线性收缩率可以低至2.5%。由此可知,采用水热法或者溶剂热法不仅能够形成高强度的气凝胶网络结构而进行常压干燥,还可以大幅缩短炭气凝胶的制备周期,为其规模化制备奠定重要基础。
图 6

作为制备炭气凝胶的常用原材料,间苯二酚的价格较高,且甲醛具有一定的毒性,因此开发新的酚醛树脂体系是实现炭气凝胶规模化制备的重要研究方向之一。为了降低传统间苯二酚作为原材料的成本,Zhu等[50]选取价格低廉的甲酚和甲醛为前驱体、NaOH为催化剂,在水系条件下经溶胶-凝胶反应和常压干燥得到白色的有机气凝胶块体,区别于红棕色RF有机气凝胶。研究结果显示,在常压干燥过程中,气凝胶的线性收缩率低于5%;800℃炭化后,制备出的炭气凝胶块体密度为0.47~0.83g/cm3。HMTA作为热塑性酚醛树脂常用的一种固化剂,在加热条件下可以分解为氨气和甲醛,前者在溶液中呈现碱性,起到催化作用;后者可以作为反应单体与热塑性酚醛树脂进一步交联固化。因此,HMTA可以为酚醛树脂基炭气凝胶制备提供了多种可能的反应体系。Wu等[51]以间苯二酚和糠醛为前驱体、乙醇为溶剂,添加一定量的HMTA,经常压干燥和炭化成功制备出一系列低密度(0.21~0.42g/cm3)有机气凝胶和炭气凝胶。HMTA在该反应过程中具有催化和交联双重作用,通过调整HMTA的加入量,可以调控气凝胶颗粒大小和骨架结构强度;同时相对于水而言,使用乙醇作为溶剂降低了干燥过程中的表面张力,从而该反应体系可以实现炭气凝胶的常压干燥制备。
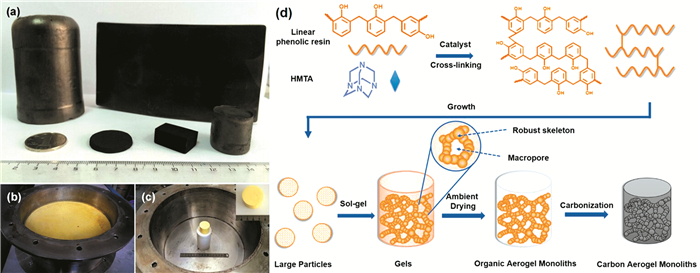
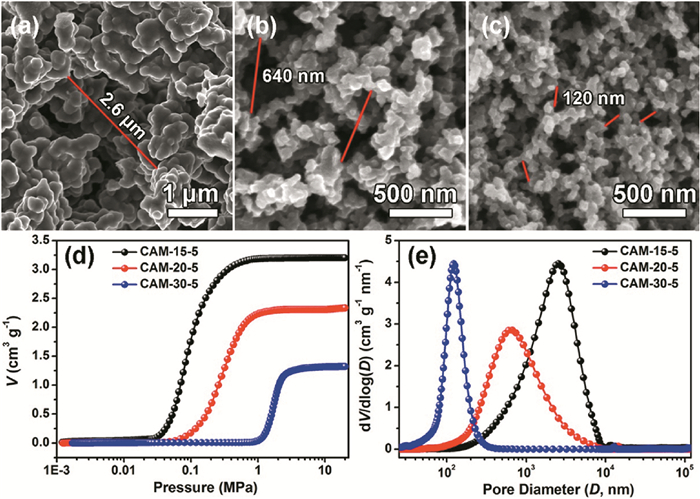
为了实现炭气凝胶的低成本、规模化可放大制备,笔者等[52]以一种工业化的线型酚醛树脂(P)为反应前驱体、乙醇为溶剂、HMTA为交联剂和催化剂,经溶胶-凝胶反应、常压干燥和炭化工艺制备出一系列轻质高强度的炭气凝胶块体,如图 7所示。在该反应体系中,由于线型酚醛树脂与乙醇溶剂具有良好的相容性,反应中生成了较大的、连接紧密的聚合物颗粒,形成高强度的骨架网络结构,使得酚醛气凝胶可以有效地抑制常压干燥过程中的结构坍塌。所得炭气凝胶块体宏观结构可控并具有优异的可加工性。更重要的是,整个制备反应过程可放大、易调控。通过调整反应条件(酚醛树脂浓度和P/H比例)可以有效地调控炭气凝胶块体的密度和孔结构,进而影响其力学强度和热导率。该方法制备出的炭气凝胶具有多层次大孔/微孔的孔结构(如图 8),密度低至0.07g/cm3,压缩强度可以达到0.9~5.0 MPa,热导率也低至0.032~0.069 W·m-1·K-1。
图 7

图 8

1.2 模板法
模板法(硬模板和软模板)是制备多孔炭材料的最常用和有效的方法之一[4, 53~55]。在溶胶-凝胶反应中,模板剂作为一种结构导向剂,它的引入可以有效地定向控制凝胶颗粒及孔结构形成,制备出孔径大小均一的有序多孔炭材料。硬模板法是以刚性的无机物固体如多孔硅、沸石等材料为模板剂。软模板法常用离子表面活性剂或非离子表面活性剂为模板剂,该方法主要包括以下过程:表面活性剂在溶液中形成胶束;在表面活性剂存在下反应前驱体发生交联聚合反应;表面活性剂的去除及炭化过程[53]。目前,软模板法在酚醛树脂基炭气凝胶的常压干燥制备中有着较为广泛的运用。
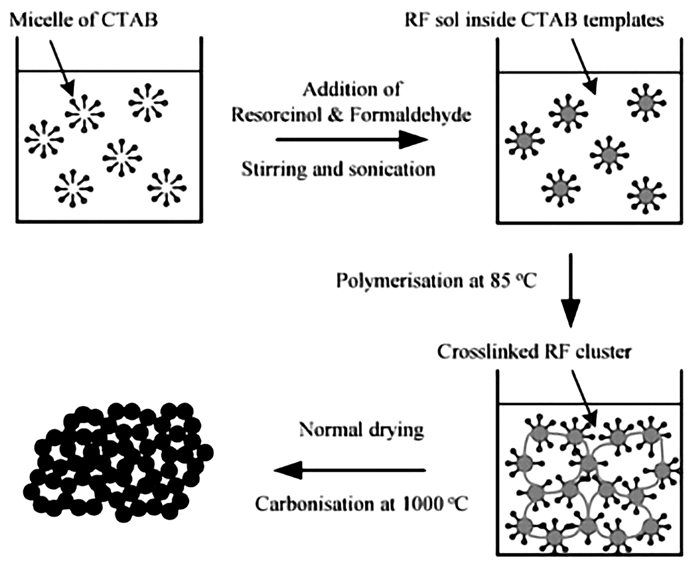
Lee等[56]以阳离子表面活性剂十六烷基三甲基溴化铵(CTAB)为模板剂,常压干燥制备出多孔炭气凝胶(合成方案见图 9)。CTAB在水中形成球形胶束状的模板,加入的RF在胶束中聚合形成微米到纳米的球形凝胶簇;再通过进一步的交联聚合反应,这些凝胶簇将形成三维网状连接结构,最终合成出RF湿凝胶。在溶胶-凝胶反应后,由于CTAB仍然吸附在孔结构中,可以有效降低水与RF凝胶颗粒之间的表面张力,因而可以实现在常压干燥条件下最大程度减少气凝胶孔结构坍塌。
图 9
随后,Wu等[57]在不加入催化剂的条件下,在溶液中通过调整RF浓度和表面活性剂CTAB的添加量,可以实现RF气凝胶的常压干燥。他们指出,在溶胶-凝胶反应过程中,RF凝胶簇在CTAB模板上形成了微乳液;同时,CTAB的引入不仅降低了表面张力作用,其浓度还能够有效调控凝胶孔径大小和骨架结构强度,这些对于常压干燥制备炭气凝胶都具有重要作用。
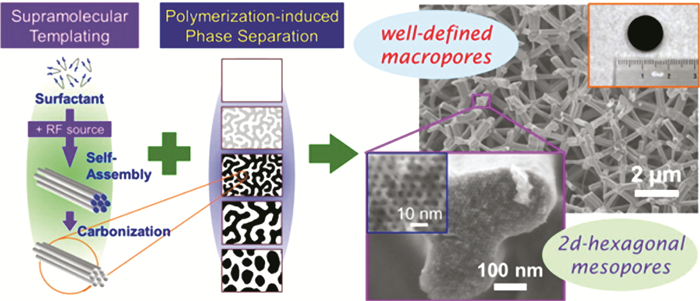
在有机聚合物反应体系中,离子表面活性剂与聚合物之间存在静电作用力。通常,这种静电相互作用力相对较弱,同时离子表面活性剂在合成过程中由于自身具有较高的热稳定性能而难以去除,所以近来很少将其作为模板剂使用。以F127(PEO-PPO-PEO) [41, 58]为代表的三嵌段共聚物与有机聚合物中的-OH之间可以形成较强的氢键,在应用于制备有序多孔炭材料的过程中表现出独特的优势:强酸条件下氢键作用强、商业产品价格相对较低、易通过热处理去除而无残留等[53]。然而,在酚醛树脂体系的聚合反应过程中,由于-OH基团的含量不足,很难控制嵌段共聚物/低聚物的自组装和相分离;尤其在RF的水系溶液中,F127的加入会直接导致宏观状态下的相分离[58]。为解决此问题,Hasegawa等[59]创造性地利用混合有机溶剂,以F127为模板剂,常压干燥制备出具有二维六角有序中孔纳米棒结构的分层次多孔炭气凝胶块体,如图 10所示。在此制备方法中,以三甘醇为主溶剂、三甲基苯和苯甲醇为辅助溶剂,一方面提高了三嵌段共聚物F127的自组装能力,另一方面促进F127与间苯二酚-甲醛低聚物形成良好稳定的溶胶体系,进而聚合反应合成出具有中大孔凝胶网络结构。需要指出的是,该体系溶胶-凝胶反应后,需要对RF湿凝胶进行氨水处理以增强骨架结构,再经水洗后方可进行常压干燥。此外,刘西川等[60]选取P123作为RF凝胶骨架增强剂,采用常压干燥制备了RF炭气凝胶,并通过CO2活化得到了具有超高比表面积的炭气凝胶。
图 10

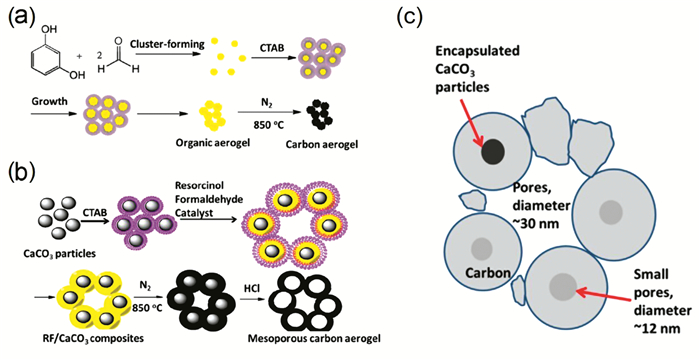
相对于传统的硬模板法和软模板法,盐模板法越来越受到科研工作者们的青睐。盐模板法主要以无机盐(NaCl、ZnCl2等)为模板剂[61~63],因而具有稳定、成本低和易通过水洗去除等优点[64]。更重要的是,通过控制盐结晶过程可以很容易地调节模板的尺寸大小,这就有助于良好地调控碳骨架结构[65]。Wu等[66]开发了一种以表面活性剂和无机盐为双模板剂、低成本制备中孔炭气凝胶的方法。如图 11所示,首先通过配制一定浓度的含有CTAB和CaCO3水溶液,经过超声处理后,使其与RF溶液充分混合,再经溶胶-凝胶反应和常压干燥得到RF/CaCO3复合材料;最后炭化和盐酸处理制备出中孔炭气凝胶。在该制备过程中,CTAB首先在CaCO3粒子表面形成胶束,其次,加入的RF聚合形成凝胶簇,并将CaCO3粒子包覆在其内部。这样,在溶胶-凝胶反应中,RF就会形成较大的凝胶颗粒,同时在气凝胶颗粒之间构成孔径在30nm左右的“组织孔”,因而可以成功地实现RF炭气凝胶的常压干燥制备。
图 11
1.3 纤维增强法
近年来,利用纤维作为复合材料增强体方面受到了许多科研工作者们的重点关注。特别是将以二氧化硅为代表的气凝胶材料与纤维进行复合可以制备出具有优异力学性能的复合材料[67]。根据纤维加入工艺阶段的不同,纤维增强气凝胶复合材料的制备方法大致分为两类:一类是在溶胶-凝胶法制备气凝胶过程中,将纤维增强体预先放置在特定模具中,将配好的前驱体溶液倒入模具中充分浸渍,经溶胶-凝胶反应、老化、干燥等工艺制备出气凝胶/纤维复合材料;另一类是在溶胶-凝胶反应之后,将气凝胶处理成颗粒或者粉末状态,再通过压制、胶黏等方式与纤维进行复合,制备出气凝胶复合材料。
相对于调控溶胶-凝胶反应参数和添加模板法,采用纤维作为增强相,可以显著提高炭气凝胶的强度和韧性,常用的纤维增强体主要有碳布、碳纤维毡和玻璃纤维毡等。Wang等[68]配制了高R/C(R/C=1500,或者不加催化剂)的RF水溶液,并以碳布为增强体,通过浸渍、常压干燥和炭化过程,制备出炭气凝胶薄膜。一方面,高的R/C比例使得在溶胶-凝胶反应中可以形成较大的气凝胶颗粒和孔径;另一方面,碳布对RF气凝胶有一定的结构增强作用。
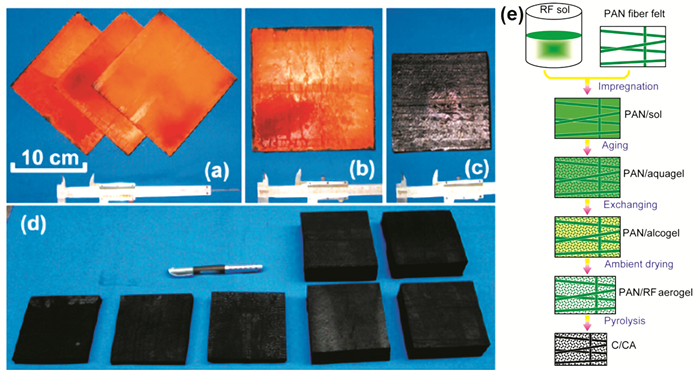
Feng等[69]选取预氧化聚丙烯基纤维毡为增强体,通过浸渍RF水溶液、老化、乙醇溶剂交换、常压干燥和炭化工艺,制备出密度为0.52g/cm3的碳纤维/炭气凝胶复合材料(如图 12所示)。在炭化过程中,预氧化的聚丙烯基纤维毡与RF气凝胶会同时发生收缩,减小了纤维毡与气凝胶之间收缩率的差异,因而所制备的碳纤维/炭气凝胶复合材料没有出现明显的裂痕,并且具有较高的弯曲强度(7.1±1.7MPa)和低的热导率(0.328W·m-1·K-1,300℃空气条件)。
图 12

Mohammad等[70]以苯酚和甲醛为前驱体、异丙醇为溶剂、HMTA为交联剂,配制了不同浓度的酚醛浸渍液。再分别选取玻璃棉纤维毡和岩棉纤维毡为增强体,经高压状态下的溶胶-凝胶反应、常压干燥和炭化制备出一系列密度为0.16~0.26 g/cm3的炭气凝胶复合材料。
1.4 添加剂法
添加剂法是指在制备过程中通过加入少量的化学改性剂,使其能够与酚醛树脂发生共聚或者形成较强化学键,从而改善气凝胶网络结构、提高骨架强度等。
王鸣等[71]在乙醇为溶剂的RF体系中,选择聚乙烯醇缩丁醛(PVB)为添加剂,通过PVB与RF之间形成类似互穿网络的共聚混合物,增强了有机气凝胶的网络结构,更有利于气凝胶的常压干燥。
随着纳米科技的快速发展,科研工作者们研究发现,一些具有优异性能的纳米材料可以很好地应用于炭气凝胶的制备过程中。Liu等[72]在水溶液体系中以苯酚和甲醛为反应前驱体、KOH为催化剂、氧化石墨烯为交联剂,通过氧化石墨烯与苯酚-甲醛发生交联反应,形成石墨烯增强的三维网络结构,该石墨烯增强酚醛有机气凝胶不仅在常压干燥过程中保持了完整的宏观形貌,并且具有优异的力学性能。
Haghgoo等[73]在十二烷基苯磺酸钠(NaDBS)稳定的多壁碳纳米管水溶液中加入高浓度的RF(溶液中固体含量为60(w/v)%)和一定量的碳酸钠催化剂,经溶胶-凝胶反应、常压干燥和炭化工艺制备了碳纳米管/炭气凝胶复合材料,然而该炭气凝胶复合材料的密度较大,为1.81±0.02g/cm3。
2. 结语
酚醛树脂基炭气凝胶作为一种新型炭纳米材料,具有低密度、高孔隙率、高比表面积、低热导率和高电导率等特性,使其在众多领域有着极佳的应用前景。例如,炭气凝胶是唯一导电的气凝胶,在作为电极材料方面表现出优异性能;炭气凝胶的比消光系数较高,具有很强的红外辐射遮挡作用,且耐高温、耐酸碱,因而极有潜力作为新一代耐高温的隔热保温材料。在溶胶-凝胶反应中,通过控制相关反应参数,容易实现炭气凝胶的孔结构调控,更好地满足不同条件下的吸附和催化应用。然而在酚醛树脂基炭气凝胶的制备过程中,现有的超临界干燥工艺复杂、成本高且危险性大,而常压干燥制备条件温和、设备简单、成本低,有望实现炭气凝胶的规模化生产,因此成为气凝胶领域研究热点之一。
通过调控溶胶-凝胶反应参数,可以简单有效地实现气凝胶常压干燥制备,因而成为研究的主要方向;添加模板法可以对气凝胶的孔结构进行定向调控,但模板剂的引入,在一定程度上额外增加了制备成本;采用纤维增强法虽可以改善炭气凝胶的力学性能,但是需要考虑纤维与气凝胶复合界面匹配问题,同时纤维的引入不仅提高了材料密度,而且增加了原材料成本;添加剂法是实现常压干燥一种有效的方法,而其研究的难点在于控制添加剂的用量以及如何解决与酚醛树脂反应体系相容性问题。
针对酚醛树脂基炭气凝胶,未来重点发展方向应在以下几个方面:(1)开发创新酚醛树脂反应体系,减少原材料的用量及成本,可将来源丰富的生物质碳源(多糖类、木质素类等)作为辅助材料应用于反应过程中,调控和改善炭气凝胶网络结构;(2)引入硼、氮、氧、磷等非金属原子或者铁、钯、铂等金属原子,通过溶胶-凝胶过程中的原位掺杂技术,调控碳骨架网络结构、强度和表面化学状态,实现炭气凝胶结构-功能一体化的双重作用;(3)以碳纳米管气凝胶和石墨烯气凝胶作为新的研究方向,结合传统酚醛炭气凝胶,制备出轻质高强的复合炭气凝胶;(4)对于纤维增强炭气凝胶,需分别从纤维表面处理和气凝胶改性两个方面改善复合材料的界面作用,更好地对炭气凝胶增强增韧;(5)传统酚醛树脂基炭气凝胶的脆性大,在一定程度上限制了其作为块状整体材料的应用,柔性炭气凝胶的制备将是未来研究的重点和难点方向。
-
-
[1]
Tamon H, Ishizaka H, Mikami M, et al. Carbon, 1997, 35(6): 791~796. doi: 10.1016/S0008-6223(97)00024-9
-
[2]
Al-muhtaseb S A, Ritter J A. Adv. Mater., 2003, 15(2): 101~114. doi: 10.1002/adma.200390020
-
[3]
Elkhatat A M, Al-muhtaseb S A. Adv. Mater., 2011, 23(26): 2887~2903. doi: 10.1002/adma.201100283
-
[4]
Antonietti M, Fechler N, Fellinger T P. Chem. Mater., 2014, 26(1): 196~210. doi: 10.1021/cm402239e
-
[5]
Lee J H, Park S J. Carbon, 2020, 163: 1~18. doi: 10.1016/j.carbon.2020.02.073
-
[6]
刘守新, 鄂雷, 李伟, 等. 林业工程学报, 2017, 2(2): 1~8. https://www.cnki.com.cn/Article/CJFDTOTAL-ZGZS201903001.htm
-
[7]
Wiener M, Reichenauer G, Braxmeier S, et al. Int. J. Thermophys., 2009, 30(4): 1372~1385. doi: 10.1007/s10765-009-0595-1
-
[8]
Hu L, He R J, Lei H S, et al. Int. J. Thermophys., 2019, 40(4): 39. doi: 10.1007/s10765-019-2505-5
-
[9]
Moreno-Castilla C, Maldonado-Hodar F J. Carbon, 2005, 43(3): 455~465. doi: 10.1016/j.carbon.2004.10.022
-
[10]
Long D H, Chen Q J, Qiao W M, et al. Chem. Commun., 2009, 26: 3898~3900.
-
[11]
Hou X X, Zhao J X, Liu J J, et al. New J. Chem., 2019, 43(24): 9430~9438. doi: 10.1039/C9NJ01434A
-
[12]
Meena A K, Mishra G K, Rai P K, et al. J. Hazard. Mater., 2005, 122(1-2): 161~170. doi: 10.1016/j.jhazmat.2005.03.024
-
[13]
Du J, Li W C, Ren Z X, et al. J. Energy Chem., 2020, 42: 56~61. doi: 10.1016/j.jechem.2019.06.006
-
[14]
Pillai A, Kandasubramanian B. J. Chem. Eng. Data, 2020, 65(5): 2255~2270. doi: 10.1021/acs.jced.0c00092
-
[15]
Fischer U, Saliger R, Bock V, et al. J. Porous Mater., 1997, 4(4): 281~285. doi: 10.1023/A:1009629423578
-
[16]
Li J, Wang X Y, Huang Q H, et al. J. Power Sources, 2006, 158(1): 784~788. doi: 10.1016/j.jpowsour.2005.09.045
-
[17]
Li F, Xie L J, Sun G H, et al. Micropor. Mesopor. Mater., 2019, 279: 293~315. doi: 10.1016/j.micromeso.2018.12.007
-
[18]
Pekala R W. J. Mater. Sci., 1989, 24(9): 3221~3227. doi: 10.1007/BF01139044
-
[19]
Sun H, Xu Z, Gao C. Adv. Mater., 2013, 25(18): 2554~2560. doi: 10.1002/adma.201204576
-
[20]
Li S L, He Y, Jing C W, et al. Carbon Lett., 2018, 28(1): 16~23.
-
[21]
Luo Q S, Zheng H Z, Hu Y J, et al. Ind. Eng. Chem. Res., 2019, 58(38): 17768~17775. doi: 10.1021/acs.iecr.9b02847
-
[22]
Hu H, Zhao Z, Wan W, et al. Adv. Mater., 2013, 25(15): 2219~2223. doi: 10.1002/adma.201204530
-
[23]
Lv P, Tan X W, Yu K H, et al. Carbon, 2016, 99: 222~228. doi: 10.1016/j.carbon.2015.12.026
-
[24]
Zu G Q, Kanamori K, Nakanishi K, et al. ACS Appl. Mater. Interf., 2019, 11(46): 43533~43542. doi: 10.1021/acsami.9b16746
-
[25]
Mukai S R, Tamitsuji C, Nishihara H, et al. Carbon, 2005, 43(12): 2628~2630. doi: 10.1016/j.carbon.2005.05.004
-
[26]
Scherdel C, Reichenauer G. Micropor. Mesopor. Mater., 2009, 126(1-2): 133~142. doi: 10.1016/j.micromeso.2009.05.033
-
[27]
Mahata N, Pereira M F R, Suarez-Garcia F, et al. J. Colloid Interf. Sci., 2008, 324(1-2): 150~155. doi: 10.1016/j.jcis.2008.05.006
-
[28]
Kim H J, Kim J H, Kim W I, et al. Korean J. Chem. Eng., 2005, 22(5): 740~744. doi: 10.1007/BF02705792
-
[29]
Long D H, Zhang J, Yang J H, et al. New Carbon Mater., 2008, 23(2): 165~170. doi: 10.1016/S1872-5805(08)60020-7
-
[30]
Wu D C, Fu R W, Zhang S T, et al. J. Non-Cryst. Solids, 2004, 336(1): 26~31. doi: 10.1016/j.jnoncrysol.2003.12.051
-
[31]
Yan M F, Zhang L H, He R, et al. J. Porous Mater., 2015, 22(3): 699~703. doi: 10.1007/s10934-015-9942-8
-
[32]
Nishihara H, Mukai S R, Tamon H. Carbon, 2004, 42(4): 899~901. doi: 10.1016/j.carbon.2004.01.075
-
[33]
Hao P, Zhao Z H, Tian J, et al. Nanoscale, 2014, 6(20): 12120~12129. doi: 10.1039/C4NR03574G
-
[34]
Vazhayal L, Wilson P, Prabhakaran K. Chem. Eng. J., 2020, 381: 12268.
-
[35]
Rojas-Cervantes M L. J. Mater. Sci., 2015, 50(3): 1017~1040. doi: 10.1007/s10853-014-8617-1
-
[36]
Wu D, Fu R. J. Porous Mater., 2008, 15(1): 29~34. doi: 10.1007/s10934-006-9048-4
-
[37]
Wang C, Jin X, Cheng H, et al. Mater. Des., 2017, 131: 177~185. doi: 10.1016/j.matdes.2017.06.021
-
[38]
Sun W, Du A, Gao G, et al. Micropor. Mesopor. Mater., 2017, 253: 71~79. doi: 10.1016/j.micromeso.2017.06.044
-
[39]
Hasegawa G, Yano T, Akamatsu H, et al. J. Sol-Gel Sci. Technol., 2020, doi. org/10.1007/s10971-020-05236-9.
-
[40]
Yang Z, Li J, Xu X, et al. J. Mater. Sci. Technol., 2020, 50: 66~74. doi: 10.1016/j.jmst.2020.02.013
-
[41]
Huang Y, Cai H, Feng D, et al. Chem. Commun., 2008, 23: 2641~2643.
-
[42]
Zhou H, Xu S, Su H, et al. Chem. Commun., 2013, 49(36): 3763~3765. doi: 10.1039/c3cc41109e
-
[43]
Guo M Q, Huang J Q, Kong X Y, et al. New Carbon Mater., 2016, 31(3): 352~362. doi: 10.1016/S1872-5805(16)60019-7
-
[44]
Cho G, Lee J Y, Yoon T H. RSC Adv., 2018, 8(38): 21326~21331. doi: 10.1039/C8RA02806K
-
[45]
Yoon H-J, Lee J Y, Lee J-S, et al. RSC Adv., 2019, 9(17): 9480~9485. doi: 10.1039/C9RA00904C
-
[46]
Xiong Y J, Xie Y, Li X X, et al. Carbon, 2004, 42(8-9): 1447~1453. doi: 10.1016/j.carbon.2003.12.073
-
[47]
Yao Z, Zhu X, Li X, et al. Carbon, 2007, 45(7): 1566~1570. doi: 10.1016/j.carbon.2007.02.030
-
[48]
Yu J, Liu S, Chen S, et al. Ind. Eng. Chem. Res., 2017, 56(36): 10028~10035. doi: 10.1021/acs.iecr.7b01954
-
[49]
Zhang Z, Zhao S, Chen G B, et al. Micropor. Mesopor. Mater., 2020, 296: 1~9.
-
[50]
Zhu Y, Hu H, Li W, et al. J. Non-Cryst. Solids, 2006, 352(30-31): 3358~3362. doi: 10.1016/j.jnoncrysol.2006.01.103
-
[51]
Wu D C, Fu R W, Zhang S T, et al. Carbon, 2004, 42(10): 2033~2039. doi: 10.1016/j.carbon.2004.04.003
-
[52]
Jia X F, Dai B W, Zhu Z X, et al. Carbon, 2016, 108: 551~560. doi: 10.1016/j.carbon.2016.07.060
-
[53]
Enterria M, Figueiredo J L. Carbon, 2016, 108: 79~102. doi: 10.1016/j.carbon.2016.06.108
-
[54]
黄正宏, 王磊, 白宇, 等. 新型炭材料, 2012, 27(5): 321~336. https://cdmd.cnki.com.cn/Article/CDMD-10542-1014243224.htm
-
[55]
Benzigar M R, Talapaneni S N, Joseph S, et al. Chem. Soc. Rev., 2018, 47(8): 2680~2721. doi: 10.1039/C7CS00787F
-
[56]
Lee K T, Oh S M. Chem. Commun., 2002, 22: 2722~2723.
-
[57]
Wu D C, Fu R W, Dresselhaus M S, et al. Carbon, 2006, 44(4): 675~681. doi: 10.1016/j.carbon.2005.09.022
-
[58]
Hao G P, Li W C, Wang S, et al. Carbon, 2011, 49(12): 3762~3772. doi: 10.1016/j.carbon.2011.05.010
-
[59]
Hasegawa G, Kanamori K, Kiyomura T, et al. Chem. Mater., 2016, 28(11): 3944~3950. doi: 10.1021/acs.chemmater.6b01261
-
[60]
刘西川, 袁磊, 王朝阳, 等. 强激光与粒子束, 2012, 24(2): 370~374. https://cdmd.cnki.com.cn/Article/CDMD-10542-1014243224.htm
-
[61]
Shi J S, Yan N F, Cui H M, et al. ACS Sustain. Chem. Eng., 2019, 7(24): 19513~19521. doi: 10.1021/acssuschemeng.9b04574
-
[62]
Zhang H, Feng J, Li L, et al. RSC Adv., 2019, 9(11): 5967~5977. doi: 10.1039/C9RA00238C
-
[63]
Qiu D, Cao T, Zhang J, et al. J. Energy Chem., 2019, 31: 101~106. doi: 10.1016/j.jechem.2018.05.014
-
[64]
Lu A H, Li W C, Schmidt W, et al. Micropor. Mesopor. Mater., 2006, 95(1-3): 187~192. doi: 10.1016/j.micromeso.2006.05.024
-
[65]
Zheng X, Cao X, Li X, et al. Nanoscale, 2017, 9(3): 1059~1067. doi: 10.1039/C6NR07380H
-
[66]
Wu G P, Yang J B, Wang D P, et al. Mater. Lett., 2014, 115: 1~4. doi: 10.1016/j.matlet.2013.10.003
-
[67]
Linhares T, De Amorim M T P, Duraes L. J. Mater. Chem. A, 2019, 7(40): 22768~22802. doi: 10.1039/C9TA04811A
-
[68]
Wang J, Glora M, Petricevic R, et al. J. Porous Mater., 2001, 8(2): 159~165. doi: 10.1023/A:1009607211736
-
[69]
Feng J, Zhang C, Feng J, et al. ACS Appl. Mater. Interf., 2011, 3(12): 4796~4803. doi: 10.1021/am201287a
-
[70]
Seraji M M, Kianersi S, Hosseini S H, et al. J. Non-Cryst. Solids, 2018, 491: 89~97. doi: 10.1016/j.jnoncrysol.2018.04.012
-
[71]
王鸣, 刘洪波, 张琳, 等. 炭素, 2007, (1): 3~8. doi: 10.3969/j.issn.1001-8948.2007.01.001
-
[72]
Liu L, Yang J, Meng Q. J. Sol-Gel Sci. Technol., 2013, 66(1): 1~5. doi: 10.1007/s10971-012-2958-5
-
[73]
Haghgoo M, Yousefi A A, Mehr M J Z, et al. J. Mater. Sci., 2015, 50(18): 6007~6020. doi: 10.1007/s10853-015-9148-0
-
[1]
-
图 5 炭气凝胶的FE-SEM图:R/W=40,F/R=(a) 2.2, (b) 2.4, (c) 2.6, (d) 2.8, R/W=45, F/R=(e) 2.2, (f) 2.4, (g) 2.6 (h) 2.8[45]
Figure 5 FE-SEM micrographs of CAs after pyrolysis from R/W=40 with F/R ratios of (a) 2.2, (b) 2.4, (c) 2.6, and (d) 2.8, and from R/W=45 with F/R ratios of (e) 2.2, (f) 2.4, (g) 2.6 and (h) 2.8[45]
-

 下载:
下载:

 下载:
下载:











 扫一扫看文章
扫一扫看文章
计量
- PDF下载量: 55
- 文章访问数: 2773
- HTML全文浏览量: 587
