Key Laboratory for City Cluster Environmental Safety and Green Development of the Ministry of Education, School of Ecology, Environment and Resources, Guangdong University of Technology, Guangzhou 510006, China
b.
Southern Marine Science and Engineering Guangdong Laboratory (Guangzhou), Guangzhou 511458, China
c.
UNSW Water Research Centre, School of Civil and Environmental Engineering, University of New South Wales, Sydney 2052, Australia
d.
College of Life and Environmental Sciences, Guilin University of Electronic Technology, Guilin 541004, China
Received Date:
23 January 2022 Accepted Date:
02 April 2022 Revised Date:
15 February 2022 Available Online:
15 February 2023
Abstract:
The growing food delivery service market has boosted the consumption of packaging materials, and this trend is projected to continue in the following years. The gap between industrial supply and consumer demand from a sustainable viewpoint leads to a need for agricultural cellulosic waste-based materials that bring the idea of trash-to-treasure to fruition. In this paper, we review up-to-date advancements surrounding the food delivery packaging that are derived from agricultural cellulosic waste. Two scenarios in which agricultural feedstock is used as a host or guest material are summarized, and sketch on the individual processing routine is depicted. We further evaluate how the chemical compositions and processing parameters influence the properties of the final products. Current challenges and gaps in developing sustainable packaging materials are identified, with perspectives on these important issues highlighting the importance of process innovation as well as economic and environmental-impact assessment for agricultural cellulosic waste to food delivery packaging.
Advancement in the information technology and changing in customers' lifestyles are boosting the food delivery industry [1]. The global online delivery services market size has been valued at ~ $111 billion in 2020 and is expected to grow at an annual rate of > 10% in the coming decade [2]. This revolution in the catering industry has however raised critical concerns on the disposal of a huge amount of single-use plastic packaging, which has resulted in negative impacts on the environment [3, 4]; for example, China's annual tableware sets provided by the food delivery platforms amount to ~2 million tonnes, accounting for > 90% of the domestic thin-wall plastic production [5]. Waste plastic packaging can accumulate in the oceans, rivers and soils [6], and the slow degradation of waste plastic via UV irradiation causes secondary microplastics contamination in the natural water bodies and even in drinking water [7, 8]. As such, it is of great importance to find environmental-friendly packaging alternatives for a sustainable food delivery industry.
To date, there have been tremendous effects to develop substitutes to the fossil fuel-derived plastics [9], with biopolymers that originate from biomass resources gaining its popularity [10]. Especially, cellulose that is extracted from lignocellulosic waste is abundant, nontoxic and compelling to be a renewable food packaging material [10]. Natural cellulose can be used in two ways for packaging, that is, the cellulosic feedstock as either a host or a guest material (Fig. 1a). Molded pulp products prepared from natural fibers represent the use of cellulosic feedstocks as the host material in sustainable food delivery packaging [11, 12]. Alternatively, the extracted cellulose (i.e., cellulose nanofibrils or nanocrystals) can be added as a nanostructured filler [10, 13]. There are zillions of studies on biopolymeric packaging films with cellulose nanostructures [14, 15].
Figure 1
Figure 1.
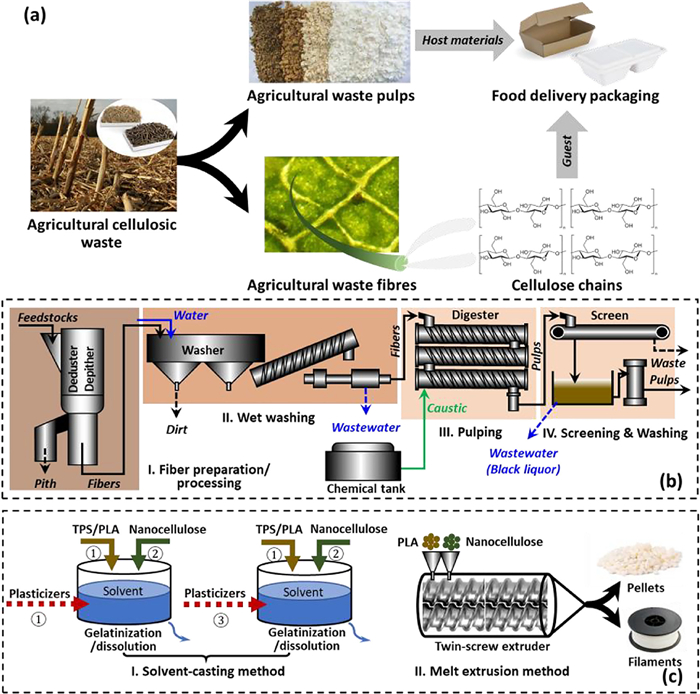
(a) Agricultural cellulosic waste for production of sustainable food delivery packaging. (b) A typical workflow to prepare non-wood pulps as a host material. (c) Solvent-casting and melt methods to prepare composite master batch that contains agricultural cellulose as a guest material. TPS: Thermoplastic starch. PLA: Polylactic acid.
Despite the prosperous research and development of cellulosic materials in past 40 years, the application of biodegradable substitutes in food delivery packaging comes with their own set of growing pains. For instance, the wood and secondary fibres (e.g., used newspapers and books) are widely used to prepare pulps; however, the reliance on the wood sector results in deforestation whilst the residual chemicals in the re-pulps pose a critical risk to the safety of food packaging [9]. The necessity results in the spreading use of non-wood feedstocks. Replacing conventional fibres with agricultural cellulosic biomass (such as wheat/corn straw, bagasse and bamboo) has gained its popularity because this also addresses issues associated with land management and pollution control [16-18]. The on-site incineration of agricultural waste in rural area that causes serious air pollution is under legislative pressures [19]. The utilization of straw [20, 21], bagasse [22-24] and bamboo [25, 26] in the packaging has been stimulated. The foremost incentive behind the recycling of agricultural cellulosic biomass also relates to its carbon neutrality over a life cycle.
The cellulose and lignin contents and fiber lengths of the agricultural cellulosic biomass are comparable to those in soft and hard wood (Table S1 in Supporting information); however, a significant portion of the lignin exists in lignin-carbohydrate complexes in the agricultural cellulosic biomass, which results in the difficulty to refine the feedstock [16]. The ash and silica contents of straw are much higher than the wood. Dr. Raghavan from Sim Agro Inc., Ohio indicated that these properties would affect the quality of the resultant pulps [27]. Thus, the prerequisites to introducing the renewable food delivery packaging include the assessment of the materials, evaluation of the processing steps and performance of the products thereby, and understanding of the limitations that should be addressed in future studies. This Review throws light on the up-to-date advancements to recycle agricultural cellulosic waste for various products in food delivery packaging application. Detail sketch on the materials and processing routines has been reviewed with specific consideration given to the impacts on the product performance. We also emphasize the challenges and perspectives in sustainable food delivery packaging.
2.
Materials preparation
2.1
Agricultural cellulosic feedstock as a host material
Among the sustainable substitutes for plastics, molded pulp products that are made of renewable lignocellulosic fibres have attracted increasing attention. Agricultural residues such as straw, bagasse and bamboo can be pulped, processed and used as the feedstock for pulp products in food delivery packaging application [27, 28] (i.e., the host material routine in Fig. 1a). While the higher drainability of agricultural waste requires extra steps to process the pulp, a typical workflow is similar to the wood pulp mills (Fig. 1b). This is unsurprising because the use of these fibres started at a time when the wood pulp industry had become mature with the manufacturers and even the academic community showing limited interest in developing new technologies or equipment that are more specific [27].
In a closed-loop cycle (Fig. 1b), fiber processing and wet washing units are essential for bale breaking, depithing and dedusting because of the elevated dirt and fertilizer contents in agricultural fibres. The refined output with a fiber consistency of 25%–30% and a piece length of 0.5–4 mm is fed into the pulping unit, in which cooking chemicals are added to isolate lignin from the cellulosic biomass [27]. NaOH-anthraquinone (or soda cooking) and NaOH-NaSH (or Kraft cooking) are most widely used for non-wood fiber cooking [17]. The lignin is fragmented predominantly by ether cleavage reactions in phenylpropane-α- and β-aryl ether structures. The formation of edge phenolic hydroxyl groups contributes to delignification by increasing the solubility of lignin macromolecules in alkaline media. Table 1 summarises the pulping/cooking parameters to prepare pulps for molding [29-32]. Overall, a typical alkali charge is around 20% expressed in NaOH (w/w based on the mass of the fibres), and the cooking process is operated at a moderate temperature (100–160 ℃) for 60–120 min. The fiber processing unit can be combined with the pulping unit, which is termed chemithermomechanical pulping (CTMP). In CTMP, the feedstock is impregnated with dilute alkali solutions (to soften lignin) followed by pre-steaming and then mechanical treatment [33]. Bamboo pulp fibres prepared from CTMP process are now commercially available [34].
Table 1
Table 1.
Summary of the parameters of pulping/cooking processes to prepare agricultural pulp.
In general, the yield of fibres [35] is expected to be > 45% (ideally > 60%). The left lignin content or bleachability of the pulp is described by the Kappa number [28, 36]. When the Kappa number is low enough (e.g., < 15–20), a bleaching unit may be not necessary because sustainable containers in a light yellow/brown color are acceptable. The viscosity of pulps can be converted into the degree of polymerisation by the equation [37], DP = [0.75(954log10η – 325)]1.105. We demonstrate a projections-onto-latent-structures model to illustrates the independent contribution of cooking parameters (NaOH concentration, temperature and time) to the characteristics of the obtained pulp (yield, Kappa number, viscosity and lignin content reduction) (Fig. S1 in Supporting information) González, Rosal, Requejo and Rodríguez [36]. The variable importance in the projection values of concentration and temperature are > 1, indicating significant influence on the response. A higher soda concentration enables a higher removal of lignin but leads to significant fiber loss. Soda coking causes hydrolytic cleavage of the native lignin into smaller fragments, which at the same time results in carbohydrate degradation and a lower yield of pulp. Pulping temperature, time and viscosity are located in the same quadrant (Fig. S1), indicating these variables are positively correlated. Typically, the obtained pulp is adjusted to 1%−2% consistency prior to molding. To date, while other pulping methods (e.g., hydrothermal and enzymatic) have limited commercial importance, there are continued efforts and new approaches to search for innovation processes to isolate cellulose from agricultural waste [38, 39].
2.2
Agricultural cellulosic feedstock as a guest material
In this scenario, nanostructured materials extracted from said pulps (or directly from the cellulosic feedstock) [10] are used as fillers and/or additives in biodegradable polymers (e.g., polylactic acid), in order to improve the mechanical and thermal properties [13, 40]. Generally, the cellulose nanocrystals have a smaller size (Length (L): 100–400 nm, Diameter (D): 3–40 nm) than the cellulose nanofibers (L: 700–2000 nm, D: 6–80 nm) but a higher mechanical strength (e.g., tensile strength: 7500–7700 MPa vs. 350–500 MPa) [13].
Thermoplastic starch (TPS) is prepared from natural starches (including linear amylose with α-(1–4)-linked d-glucose units, and branched amylopectin with α-(1–4)-linked d-glucose backbones and about 5% of α-(1–6)-linked branches [41]) that are treated with a plasticizer (e.g., sorbitol, xylitol, maltitol, urea and glycol) [42]. Nanocellulose acts as a reinforcing filler for the starch-based polymers due to the mechanical percolation effect yielded by nanocellulose interactions via hydrogen bonding [43]. The nanocellulose can also increase the diffusion path of the permeating molecule (i.e., a tortuous structure within the packaging materials), thus decreasing the water vapor permeability. The weight ratio of starches to plasticizers and the liquid to solid (L/S) ratio depend on the processes to prepare the composite materials. While there has been recent development in use of layer-by-layer assembly and electrospinning methods in food packaging applications [44], the solvent-casting and melt methods are most widely used [45]. Data presented in Table 2 demonstrate that a dilute casting solution with an L/S ratio range of 6–20 is prepared for gelatinization in the solvent-casting routine [42, 46], which prompts the breaking down of the intermolecular bonds of starch granule via swelling, double helical melting and amylose leaching [41]. As shown in Fig. 1c, the plasticizers can be added along with the starches during gelatinization [47] or in the last step prior to aging/molding [48]. In comparison, a dense solution with an L/S ratio of < 0.5 is used in the melt process [45, 49]. For nanocellulose as a guest material, an optimal content is around 5 wt% according to the results of the existing studies [41, 45, 48], i.e., the mechanical strength is typically increased with the nanocellulose content up to 5 wt%. A higher dose causes the aggregation of the nano-size materials and loss in the performance [43-45], because this hinders the diffusion of nanocellulose during penetration of the solvent in the starch structure and formation of the hydron bonding interaction.
Table 2
Table 2.
Solvent-casting method for dosing nanocellulose as a guest material.
Polylactic acid (PLA) is another promising biopolymer with the unique characters of nontoxicity, biocompatibility, biodegradability, and renewability [50-55] PLA is widely used in containers, wrappers and films; however, it is not an ideal candidate for long term solutions. To overcome the inherent limitations such as poor impact strength and brittle behavior, the use of nanostructured reinforcements has been proposed [56]. However, the hydrophilic nanocellulose has bad dispersion and weak interaction with the hydrophobic PLA matrix [57], thus limiting the improvement of the thermal and mechanical properties of the resultant composites. Surface hydrophobic modification of nanocellulose has been conducted to improve the compatibility between PLA and cellulose, and this strategy is more economical compared to PLA modification considering the much lower contents of cellulose. For both the solvent-casting and melt methods, the surface modification routines can be clustered into three groups [57], i.e., substitution of the surface −OH groups [58], polymer grafting by "grafting onto" strategy [54], and polymer grafting by "grafting from" approach [59]. Substitution of the surface -OH groups of cellulose is the most common strategy to reconcile with PLA; however, the presence of aliphatic alkane always results in weak interface binding, which is less effective to strengthen the mechanical properties of the final product [57]. Radical initiators, such as of dicumyl peroxide (DCP), are therefore used to coordinate the interaction between cellulose and PLA with the strong chemical bonding capable of improving the tensile modulus and strength [60, 61]. Another critical issue is that a large amount of organic solvent such as chloroform and dimethylsulfoxide is required in the PLA solvent-casting routine (Table 2), the residue of which may pose risk to human health in food packaging applications. The melt process (i.e., extrusion followed by the injection molding) is more environmentally friendly (Fig. 1c). For example, Singh et al. developed a completely green, solvent-free approach to produce PLA/cellulose via the extrusion method [56]. As a result of the functionalization of cellulose with poly(ethylene oxide), the interfacial interaction within the matrix was enhanced even at an extremely high cellulose dose (30 wt%) [56].
3.
Critical performance indicators
Prior to the tests on performance, pulp specimens (and final products) can be prepared via the dehydration and drying processes (Fig. S2 in Supporting information). Dehydration of a pulp slurry with a consistency of 1%−2% occurs largely due to the gravity effect, and the wet product is constantly dried in an oven. Alternatively, the thermoformed method [28] can be applied to the agricultural pulp. When the nanostructured cellulose is used as a guest material in the solvent-casting routine, press molding or curing/drying is carried out in lab-scale studies to assess the chemical and mechanical properties of the composite materials [41, 46, 47, 50-53]. In comparison, the injection molding is usually integrated with the melt extrusion process to shape the melted biopolymers and nanocellulose in a mold cavity [56], in which the composite materials cool and harden to its configuration. The shaped specimens are then subject to performance evaluation [9] to explain how the interaction between the ingredients influence the product performance [62].
3.1
Appearance and morphology
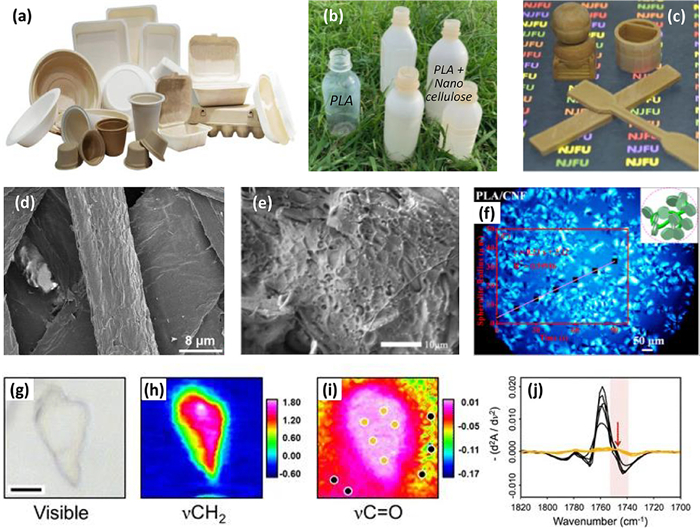
The appearance of the food delivery packaging has significant impacts on consumers' acceptability of the products. The investigation by Weight et al. showed that there was a relationship between the container color and the fruit/vegetable selection, consumption and waste among students eating lunch Weight [63]. Light or clear secondary fruit and vegetable containers facilitated the selection (Internal rate of return (IRR) = 2.06 for light, 2.30 for clear) and consumption (IRR = 1.95 for light, 2.78 for clear), and likewise, the use of light containers may reduce the production of food waste [63]. The color of the pulp products includes white, light yellow and brown (Fig. 2a). While the initial appearance of PLA products is clear, the addition of nanocellulose makes the composite materials less transparent (Fig. 2b) with a bronze color appearing at a high nanocellulose dose (e.g., 30 wt% in Fig. 2c) [56, 62]. Characterization at a high magnification shows that the surface of pulp food packaging (Fig. 2d) is comprised of fibres that were bonded together by adhesive substances, which may be related to the residual lignin in the pulp. Lignin is a hydrophobic biopolymer and can contribute to the water resistance in the finished products [10]. The surface of the composite materials made of PLA and nanocellulose is smoother (Fig. 2e). At micro level, the interaction between PLA and nanocellulose influences the nucleation of the crystal nucleus, and then the structure and appearance. By using the polarized optical microscopy (Fig. 2f), Yu et al. [50] found that while the presence of nanocellulose decreased the spherulite growth rate due to the diffusion limitation of molecular chain segments via hydrogen bonds between the two phases (which can be in-situ characterized by synchrotron Fourier transform infrared microspectroscopy as shown in Figs. 2g-j [52]), the rate of nucleation crystallization was enhanced. Thus, the overall crystallinity of PLA/nanocellulose composites was increased [50].
Figure 2
Figure 2.
(a) Finished products from agricultural pulps, (b) biodegradable bottles made of PLA (left) and PLA + nanocellulose, and (c) samples of 3D printed objects at a high content (30 wt%) of nanocellulose in PLA. Scanning electron microscopy images of the surface morphologies of (d) molded pulp cups and (e) PLA + nanocellulose at different magnifications. Panels (a) and (b) were respectively provided by TPM-USA LLC (WI, USA) and Green Science Alliance Co., Ltd. Panels (c) and (e) were reproduced with permission [62]. Copyright 2017, Elsevier. Panel (d) was copied with permission [9]. Copyright 2020, Elsevier. (f) Optical microscopic image of PLA/cellulose nanofiber spherulite. Reproduced with permission [50]. Copyright 2017, American Chemical Society. Infrared absorbance maps and second derivative absorbance spectra of aggregate particles of nanocellulose in PLA matrix: (g) visible light image of particles, (h) ν(CH2) absorption map, (i) integrated ν(C═O) second derivative absorption peak area and (j) inverted second derivative absorption spectra of ν(C═O) stretching peak for locations indicated by orange and black markers in panel (i). Copied with permission [52]. Copyright 2017, Springer Nature.
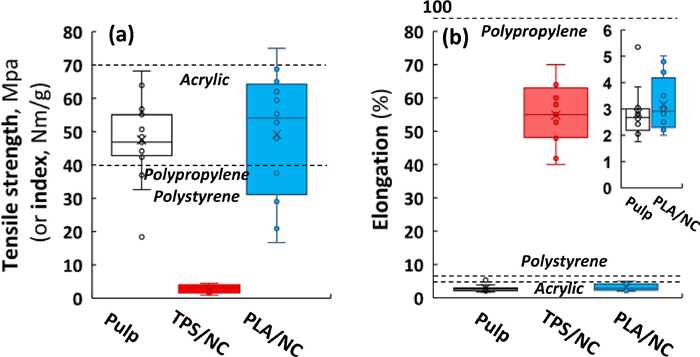
Mechanical properties of the finished products are assessed in the tensile tests [56]. A displacement speed of 5–10 mm/min is suggested until fracture, with the Young's modulus, ultimate tensile strength and elongation at break values being recorded from the stress-strain curves. Fig. 3 compares the tensile indexes and elongation at break among pulp products, TPS/nanocellulose composites and PLA/nanocellulose composites. In general, TPS/nanocellulose material has the lowest tensile index/strength (< 5 MPa) and the highest elongation at break (> 40%) [28, 29, 31], which is ascribed to the nature of TPS (and plasticizers). In comparison, the pulp products and PLA/nanocellulose composites demonstrate better mechanical properties (with the tensile strength > 40 MPa and elongation at break < 5%, Fig. 3) [42, 46, 50, 51, 53]. These values are comparable with the typical industrial polymers such as polypropylene, polystyrene and acrylic. In addition, the mechanical properties are influenced by the nature and content of cellulose. The presence of cellulose nanofibers that have a larger aspect ratio could assist in the entanglements and/or inter-bridging between the matrix and nanocomposites [31], resulting in the best reinforcing effect on the mechanical properties compared to those with a low aspect ratio [50]. When the agricultural waste-based nanocellulose is used as a guest material, an optimal dose of 5–15 wt% is recommended for strength enhancement; that is, for a low content (e.g., 3 wt%), the nanocellulose may act as an impurity [46], resulting in the fractures from these points [64]. At an overdose (e.g., > 15 wt%), aggregation of the guest materials occurs in the matrix, which compromises the positive contribution to the mechanical properties of the composite [65].
Figure 3
Figure 3.
Summary of (a) tensile strength and (b) elongation at break among pulp products, thermoplastic starch + nanocellulose (TPS/NC) and polylactic acid + nanocellulose (PLA/NC). Assume that the densities of most pulp products are around 1 g/cm3, i.e., 1 MPa is equivalent to 1 N m/g. The dash lines represent the tensile strength and elongation at break of typical polymers (e.g., polypropylene, polystyrene and acrylic). Data were retrieved from refs. [28, 29, 31, 42, 46. 50. 51, 53].
Since the food delivery packaging is always used in wet conditions (e.g., containing drinks and soups), wet strength tests can be performed by soaking the samples in water for a certain period of time (e.g., 8 h). Liu et al. [9] investigated the wet strength of tableware from hybrid fibres at a water content of 33.5%. While the strength was considerably lower compared to that in dry condition (7.5 vs. 35.0 MPa), it was much higher compared to the commercial bagasse tableware (3.57 MPa) and wet secondary fiber molded pulp product (0.07 MPa) [9]. This important parameter is however missing in most studies of agricultural waste-based food packaging.
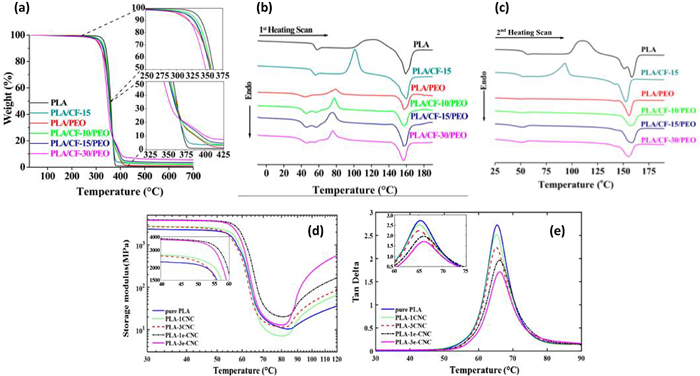
Thermal stability is of great importance for biopolymers since they always possess lower thermal stability compared to the petroleum-based products [66]. Thermogravimetric analysis (TG) and differential scanning calorimetry (DSC) have been used to explore the thermal decomposition behavior of the agricultural waste-based materials (Figs. 4a and b). Tonset and Tpeak from TG curves respectively stand for the mean temperature value at which the materials start disintegrating and the maximum decomposition temperature value. Typically, the thermal stabilities of the aforementioned three kinds of materials follow the order of PLA/NC > TPS/NC > pulp products. A low thermal zone (100–200 ℃) can be found in the thermograms of pulp products (with a weight loss of ~10 wt%) [67] and TPS/NC (with a weight loss of ~5 wt%) [68, 69] due to desorption of water, followed by consecutive thermal zones (200–350 ℃) corresponding to substrate decomposition. In comparison, Tonset of PLA-based composites are generally > 250 ℃ with Tpeak > 300 ℃ [53, 56]. With regards to the working temperatures under most conditions < 100 ℃ (even in use of microwave ovens), one may expect that the performance of biopolymer food packaging is comparable to the petroleum-based counterparts. Moreover, DSC analysis can provide more information on the material internal structure that affects the thermal properties. For example, Singh et al. [56] measured the first heating scan, cooling scan and second heating scan of the DSC thermograms of PLA-based composites. The cold crystallization exotherm (Tcc) moves to a lower temperature when nanocellulose is incorporated into the PLA matrix (Figs. 4b and c), which indicates that the guest additives can act as a nucleating agent and facilitate the crystallization of the products [70]. Following cooling scan, the glasstransition (Tg) endotherm and Tcc disappeared from the thermograms of PLA/NC (Fig. 4c), indicating that the composite became highly crystalline [56].
Figure 4
Figure 4.
(a) TG curves and DSC thermograms obtained from the (b) first and (c) second heating scan of PLA, PLA/CF, PLA/PEO and PLA/CF/PEO composites. PLA, CF and PEO stand for polylactic acid, cellulosicfibers and poly(ethylene oxide), respectively. The inset in panel (a) is the zoom-in of the TG curves from 250 to 275 ℃ and from 325 ℃ to 425 ℃. Reproduced with permission [56]. Copyright 2020, American Chemical Society. Representative DMA curves of PLA composites: (d) storage modulus and (e) tanδ. CNC and e-CNC stand for cellulose nanocrystals and esterified cellulose nanocrystals, respectively. Copied with permission [53]. Copyright 2019, Springer Nature.
Since food delivery packaging is always used at a moderate temperature (30–50 ℃), it is essential to evaluate their mechanical properties at various temperature values. A dynamic mechanical analyzer can be introduced to explore the material response to a sinusoidal force at elevated temperatures [53, 69, 70]. The measurements are typically conducted at a frequency of 1–3 Hz. The samples are subjected to a low strain (e.g., 0.04%) to make sure that the mechanical response of the specimen is within its linear viscoelastic range [69]. The temperature is swept at a heating rate of 1–3 ℃/min to the predetermined limit (e.g., 90 ℃). The storage modulus (E'), the loss modulus (E'') and the tanδ (= E''/E') are recorded for analysis. Figs. 4d and e describe the impacts of incorporation of esterified nanocellulose on the viscoelastic properties of PLA composites [53]. Most biopolymers demonstrate high storage modulus in a glassy state at lower temperatures (e.g., < 40 ℃). A drastic drop occurs around glass transition temperature (Tg, corresponding to the DSC analysis), which is attributed to the increased molecular mobility of the polymer chains. A second plateau is observed at the rubbery state [53], followed by the recovery of the storage modulus because of the cold crystallization (Tcc, corresponding to the DSC analysis). As aforementioned, the use of nanocellulose as a guest material can improve the crystallinity and restrict the polymer chain mobility (i.e., higher E' and lower tanδ as shown in Figs. 4d and e). Incorporating the stiffing materials has therefore improved the mechanical stability of final products in a wide working temperature range.
3.3
Water and oil resistances
In addition to the water vapor permeability that is typically measured for food wrapping materials [71], water resistance of the finished products can be assessed by determining the water absorption rate and water contact angle. Because of the drainability of pulps, pulp products have high water uptake rates (%) of > 50% (though the water contact angle can be > 120° via surface modification and addition of eco-friendly water-resistance reagents) [9, 72]. TPS also have high water uptake rates (10%−70%) because the hydroxyl groups present in the starch structure make it a polar substance [41]. The addition of nanocellulose can significantly decrease the water absorption (around 30%−50% reduction at a cellulose content of 5 wt%) via either formation of a dense structure that prevents swelling of the starch matrix or increase the tortuosity that slows the diffusion process [73, 74]. In comparison, the PLA composites possess low water absorption rates (typically, < 5%) due to the hydrophobic nature of the matrix. Even with the addition of hydrophilic nanocellulose as a reinforcing agent, the water absorption rates are generally < 10% [75]. As aforementioned, the strength of the final products is significantly decreased under wet conditions, and one may conclude that the PLA-based composites have superior mechanical properties compared to the pulp and TPS products at room temperature.
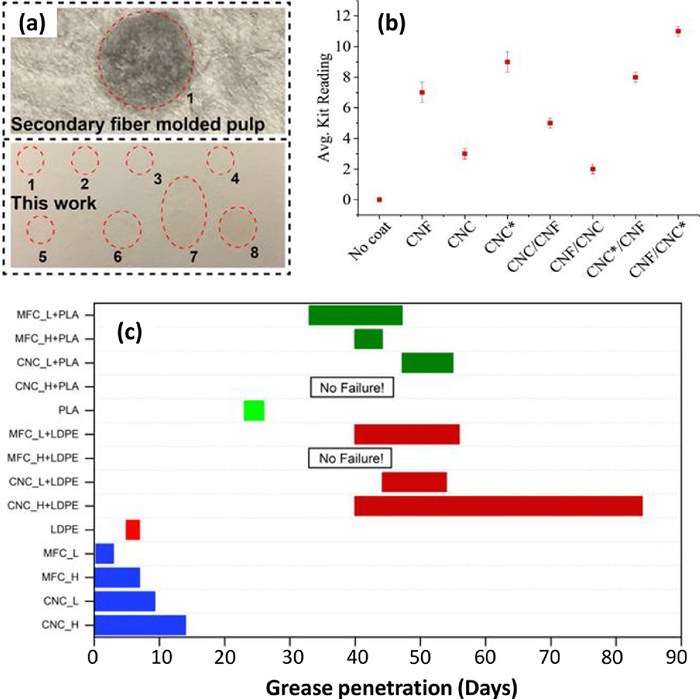
Grease resistance and oil contact angle tests can be performed to evaluate the oil resistance of products. Table S2 (Supporing information) summarises the 12 grades of test solutions made of a series of different volume ratios of caster oil, toluene and n-heptane (i.e., TAPPI 559), with level 1 representing the lowest oil resistance and level 12 the highest resistance (applied to data shown in Figs. 5a and b). In each droplet test (Fig. 5a), the resistance level is counted to be lower than the level under test if a dark mark is observed when the excess grease is removed from the sample [9]. Pristine pulp products possess low grease resistance, and the coating of a greaseproof layer (e.g., nanocellulose) can decrease the penetration and improve the performance (Fig. 5b) [76]. Likewise, the mechanism is related to an increased pathway for oil molecules passing through. While the presence of nanocellulose can further improve the oil resistance of PLA-based products, it is not necessary. Fig. 5c shows that a typical grease penetration time for PLA is over 20 days, which is sufficient for food delivery packaging [77].
Figure 5
Figure 5.
(a) Images that compare oil resistances of different molded pulp tableware. Reproduced with permission [9]. Copyright 2020, Elsevier. (b) The effects of cellulose nanofiber (CNF) and cellulose nanocrystal (CNC) coatings on the oil and grease resistance. Copied with permission [76]. Copyright 2019, Elsevier. (c) Grease penetration rates for different coatings. MFC stands for microfibrillated cellulose. L and H are low and high coating grammages. Copied with permission [77]. Copyright 2019, American Chemical Society.
Regardless of the material categories, slight mass loss is observed even at low temperatures (e.g., 50 ℃ for pulp products and TPS/nanocellulose), which results in critical concerns on the release of solvents, copolymers and oligomers that may pose threats to human health. While there are a number of comprehensive reviews on the toxicity of industrial solvents [78, 79] and copolymers [80], investigation on the leaching of solvents/oligomers and depolymerization of copolymers in use of the biopolymer food packaging is surprisingly limited. Because the agricultural biomass may contain higher concentrations of fertilizers, pesticides and heavy metals as compared to the wood sector (though agro-based waste are recently deemed as cheap adsorbents to remove contaminants from the environment [81, 82]), attention should be paid to the fate of pesticides and heavy metals especially when these feedstocks are used as a host material for food packaging. Liu et al. [9] investigated the contents of heavy metals, Pb and As, in the molded pulp tableware, and results showed that the contents (Pb = 0.36 mg/kg and As was not detectable) met the limits listed in the European Food Contact Materials Regulation (EC) No. 1935/2004 and the China National Food Safety Standard GB 4806.8–2016, 23, 24 (Pb < 3.0 mg/kg and As < 1.0 mg/kg).
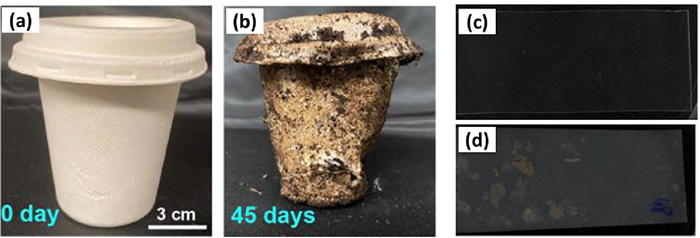
Biodegradation is an important end-of-life option for agricultural-based materials. The rate of degradation varies in response to the chemical structure of the materials as well as the degradation conditions (e.g., temperature and humidity) [83]. Biodegradation of biopolymers occurs in two steps, i.e., the materials are fragmented into lower molecular mass, followed by the assimilation and mineralization by microorganisms [84]. For pulp and TPS products, soil burial at room temperature (25–30 ℃) can result in 50%−100% weight loss over 15–60 days [9, 83, 85]. Figs. 6a and b depict the deformation and degradation of a molded cup made of bagasse and bamboo fiber during soil burial, and the pristine sample totally lost its shape and gradually disappeared after 60 days. The degradation rates of pulp products and TPS composites can be controlled by optimizing the addition of fillers (e.g., nanocellulose). For example, the study by Bootklad and Kaewtatip [85] showed that the weight loss of TPS after 15 days of soil burial was decreased from 71.6% to 35.4% with the addition of 50 wt% inorganic filler. In comparison, the degradation of PLA in soil is slow at room temperature because the most accepted mechanism of PLA decomposition involves two steps, i.e., the hydrolysis of ester linkages that occurs in the presence of water at elevated temperature, followed by microbial degradation of smaller molecules (oligomers, dimers and monomers) to CO2 and H2O [86-88]. While there is potential synergy between bacteria and fungi in PLA degradation, the first hydrolysis step is still rate-limiting and significantly dependent on the temperature. Figs. 6c and d show that little degradation was observed at lower temperatures (37 ℃) over one year of soil burial, and the negative environmental impacts aroused can be as serious as petroleum-based materials. There have been studies that evaluate the effect of fillers on the degradability of PLA; however, it seems that the use of more biodegradable additives (up to 60% by weight) results in little improvement in the degradation rate [89], and composting under harsh conditions (at 58 ℃ and 50% of humidity) is required for depolymerization of PLA composites [90, 91].
Figure 6
Figure 6.
Photo images of (a) new molded pulp tableware and (b) that after 45 days of soil burial. Reproduced with permission [9]. Copyright 2020, Elsevier. Physical changes to PLA coupons (c) before soil burial and (d) that after 1 year burial at 37 ℃ in soil. Copied with permission [91]. Copyright 2013, Elsevier.
While sustainable food delivery packaging made of agricultural cellulosic feedstock holds advantages to replace conventional petroleum-based products, several challenges should be addressed prior to a wider application. Important questions may include: (1) Are the prices too high? (2) Can the process for cellulose extraction be advanced? (3) How to balance the antimicrobial and biodegradable abilities of biopolymers? and (4) Will the whole production process be sustainable? In order to set a right path to solve the challenges, one important question should be kept in mind in future studies, i.e., will the research to be conducted address the most important challenge?
4.1
Are the prices too high?
Material cost is a key factor affecting the development of sustainable food packaging materials [9]. The cost of the final pulp products ($1800–2500/ton), including the pulp cost (e.g., $480–560/ton with the selling price of $600–900/ton) and the molding and drying cost ($900–1000/ton), is generally close to the plastic materials ($2200–2400/ton) [27]. Therefore, it is plausible that using the agricultural residue as a host material provides an affordable cost for manufacturers to develop sustainable food packaging materials, and this also offers additional revenue for the sector managing agricultural waste. In comparison, while the PLA/nanocellulose composites demonstrate better mechanical and water/oil-resistance properties, they have shortcomings such as the high cost of production as compared with the petroleum-based counterparts. Provided that one producer has a full manufacturing line to derive lactic acid and nanocellulose from cellulosic feedstocks, the minimal cost can be controlled at ~ $2400/ton; however, in most cases, the raw materials are purchased externally with a typical cost (e.g., $4500–4800/ton) being 2 times that of the pulp products [9]. Therefore, improving the cost- and energy-efficiency of the process to produce biopolymer materials has drawn more attention. For example, researchers at the KU Leaven centre for Surface Chemistry and Catalysis (Belgium) have proposed direct conversion of concentrated aqueous lactic acid to lactide with Brønsted acidic zeolite catalysts [92]. The cost-saving process has now moved from lab to industrial-scale production. Nevertheless, it should be noted that (1) the manufacturing techniques are dominated by the conventional plastic industry, and (2) the performance of bio-based materials is usually poorer than those of conventional plastics. Thus, it is still challenging to fairly compare the costs and conclude that the final resulting cost will be close to that of conventional plastics.
4.2
Can the process for cellulose extraction be advanced?
Conventional pulping processes (e.g., soda and Kraft cooking) for non-wood materials generate large amounts of black liquor (Fig. 1). While concentration and incineration have been commercially used to remove the phenolic compounds (originated from soluble lignin) [16, 32, 36] and recover chemicals from the molten salts, this inevitably results in high capital and operating costs and air pollution [93]. In addition, the abundant silica in the concentrate may cause scaling of the pipeline and raise the risks of explosion [94]. Recent studies have provided the opportunity to improve the cellulose extraction methods. For example, Do et al. [95] introduced acidification to control the chemical structure as well as precipitation behavior of the organic matter in the black liquor generated during the alkaline treatment of rice straw. Results showed that the simple two-step acidification of the black liquor applied at pilot-scale can recover lignin at pH 3 and 9 by using sulfuric acid 20 w/v% with the removal of silica registered as high as 94.4% [95]. Microwave assisted extraction has been recently used to reduce the chemical use (65%−70%) and shorten the reaction time (50%−75%) towards isolation of cellulose fiber with a high purity [38, 39]. Temperature of microwave assisted extraction is allegedly more relevant to the cellulose content in fiber, and the purity can reach a maximum value of 90.7% at 140 ℃. In addition to the thermal effect, the microwave radiation that rotates dipolar water molecules may cause high-frequency alternations of hydrogen bonds between water molecules, which likely results in faster diffusion and intensified extraction efficiency [38].
4.3
How to balance the antimicrobial and biodegradable abilities of biopolymers?
While the agricultural cellulose-based packaging was initially invented to replace the slow-degradable, fossil fuel-derived plastics, there are recent concerns on the long persistence of especially PLA-based products in the environment [96]. This issue can be more challenging when antimicrobial reagents are added in packaging materials to induce contact-killing or release-killing of bacteria for food safety [97]. While how to balance the antimicrobial and biodegradable abilities of biopolymers receives limited attention in most studies, constructing short-lived antimicrobial properties (e.g., nano-engineered surface that cause contact killing of bacteria) can be an alternative. Essentially, biodegradation commences with microbial colonization and biofilm formation on the material surface followed by biodeterioration, biofragmentation and mineralization [96]. Endoenzymes and exoenzymes play an important role in hydrolysis of polymers via catalysing a hydrolytic cleavage. There are recent studies focused on enhancing the enzymatic degradation of synthetic polymers through protein engineering, and engineered hydrolases have shown superior activity under moderate conditions as compared to their wild type counterpart [98]. This may trigger considerable interest on developing antimicrobial sustainable packaging materials while improving their degradability by dosing engineered enzymes at end-of-life.
4.4
Will the whole production process be sustainable?
Rafione et al. [99] suggested a green integrated forest biorefinery (GIFBR) concept, which can be adapted for non-wood pulps. A pulp mill acts as the core of the complex system and an integrated biorefinery unit offers two platforms, i.e., a biochemical/thermochemical platform to produce value-added bioproducts (such as syngas and pyrolysis oil) and a polygeneration platform to generate green power for supply to the integrated facility [99, 100]. This is intended to achieve self-sustaining fresh water and energy consumption, reduced aqueous pollutants and greenhouse gas emissions, and minimum carbon footprint. The rising concept of zero liquid discharge (ZLD) in the complex system aims at eliminating any liquid waste leaving the plant boundary whilst recovering the majority (90%−95%) of water for reuse [18, 101]. Recent progress in membrane technologies has intensified the viability of ZLD in sustainable management of effluent from non-wood pulp production. While ~100 m3 fresh water is required to produce 1 ton pulp products, this number would decrease to 10 m3/t at a water recovery > 90%. As for recovery of value-added products, pre-extraction of hemicellulose and separation of lignin from the black liquor has been of interest to materialize a transformation towards an innovative bioeconomy [27, 99, 100]. To this end, life-cycle assessment (LCA) and life-cycle cost analysis (LCC) are great tools to examine the environmental sustainability of the whole process and to resolve the temporal issues incurred by different material lifespans, especially when the materials have different features.
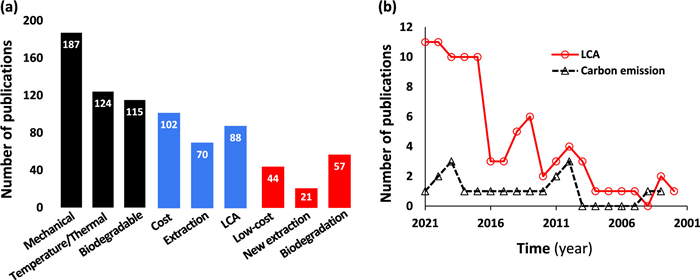
To visualize the representation of these important issues in the state-of-knowledge, an unofficial Web of Science search of the literature (from 2000 to 2021) on topic of "Agricultural Waste Packaging" was performed (Fig. 7a). Among the 803 results from the Core Collection, it is not surprising to find broad research interest on the properties of the products including "Mechanical", "Temperature/Thermal" and "Biodegradable". As a result, critical performance indicators have been proposed for the sustainable food packaging, and continuous studies are required to further improve the mechanical strength, thermal stability and biodegradability of the agricultural waste-based products. In comparison, while a few recent studies in this area are devoted to addressing the challenges related to "Cost", "Extraction" and "Life-cycle assessment" (Fig. 7a), investigations on more specific topics such as "Low cost/cost-efficient", "New/novel extraction" and "Biodegradation" are scarce. Unless otherwise stated, it is expected that the pulp preparation and product production (molding process) contribute to the highest environmental impact in the life cycle. Based on the surveyed literature, it is suggested that more work is needed for (1) advanced design and production technologies to develop viable packaging materials and (2) sustainable process management to minimize the negative impacts on the environment. Moreover, research on renewable materials and energy is inevitably influenced by external factors (e.g., political and economic factors). Renaissance in evaluation of the carbon footprint involved in agricultural waste-based products (Fig. 7b) may result from the aggravated concern on climate change and ambition of achieving carbon neutrality.
Figure 7
Figure 7.
(a) Literature survey of articles (Web of Science Core Collection) in topics related to "Agricultural Waste Packaging" from 2000 to 2021 (accessed online: October 21, 2021). (b) Time-course results of articles of "Carbon emission" and "LCA". LCA stands for life-cycle assessment.
In this paper, recent research progress in use of agricultural cellulosic waste to prepare food delivery packaging has been reviewed. From the viewpoint of the characteristics of the products, two scenarios in which agricultural cellulosic feedstock is used as a host or guest material are comprehensively discussed. A summary of the critical performance indicators facilitates our understanding of how the chemical compositions and processing parameters influence the appearance, mechanical and thermal properties, water and oil resistance, and biodegradability of the final products. While pulp products have competitive cost, excellent biodegradability, and high tensile strength at elevated temperatures, PLA-based materials show better water-proofing properties and high mechanical strength in wet conditions. Identification of the knowledge gap and challenges therefore provides insight to following studies of, for example, (1) novel extraction and preparation technologies for antimicrobial and biodegradable materials at a reduced cost, and (2) cleaner production routines with minimal water and carbon footprint. A better understanding of these important issues will advance the commercialization of agricultural waste-based materials in food delivery services towards a more sustainable future.
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgments
This work was financially supported by the Program for Guangdong Introducing Innovative and Entrepreneurial Teams (No. 2019ZT08L213), and Key Special Project for Introduced Talents Team of Southern Marine Science and Engineering Guangdong Laboratory (Guangzhou) (No. GML2019ZD0403).
Supplementary materials
Supplementary material associated with this article can be found, in the online version, at doi:10.1016/j.cclet.2022.04.005.
Zhuochuang, What is the impact of the "plastic limit" on the polypropylene industry? [in Chinese] 2020. Available online: https://www.sohu.com/a/368444350_713714 (assed on 29 March 2022).
G. Mongkhonsiri, R. Gani, P. Malakul, S. Assabumrungrat, Comput. Chem. Eng. 119 (2018) 70–84. doi: 10.1016/j.compchemeng.2018.07.019
[101]
Y. Liang, X. Lin, X. Kong, et al., Water (Basel) 13 (2021) 2852. doi: 10.3390/w13202852
Figure 1
(a) Agricultural cellulosic waste for production of sustainable food delivery packaging. (b) A typical workflow to prepare non-wood pulps as a host material. (c) Solvent-casting and melt methods to prepare composite master batch that contains agricultural cellulose as a guest material. TPS: Thermoplastic starch. PLA: Polylactic acid.
Figure 2
(a) Finished products from agricultural pulps, (b) biodegradable bottles made of PLA (left) and PLA + nanocellulose, and (c) samples of 3D printed objects at a high content (30 wt%) of nanocellulose in PLA. Scanning electron microscopy images of the surface morphologies of (d) molded pulp cups and (e) PLA + nanocellulose at different magnifications. Panels (a) and (b) were respectively provided by TPM-USA LLC (WI, USA) and Green Science Alliance Co., Ltd. Panels (c) and (e) were reproduced with permission [62]. Copyright 2017, Elsevier. Panel (d) was copied with permission [9]. Copyright 2020, Elsevier. (f) Optical microscopic image of PLA/cellulose nanofiber spherulite. Reproduced with permission [50]. Copyright 2017, American Chemical Society. Infrared absorbance maps and second derivative absorbance spectra of aggregate particles of nanocellulose in PLA matrix: (g) visible light image of particles, (h) ν(CH2) absorption map, (i) integrated ν(C═O) second derivative absorption peak area and (j) inverted second derivative absorption spectra of ν(C═O) stretching peak for locations indicated by orange and black markers in panel (i). Copied with permission [52]. Copyright 2017, Springer Nature.
Figure 3
Summary of (a) tensile strength and (b) elongation at break among pulp products, thermoplastic starch + nanocellulose (TPS/NC) and polylactic acid + nanocellulose (PLA/NC). Assume that the densities of most pulp products are around 1 g/cm3, i.e., 1 MPa is equivalent to 1 N m/g. The dash lines represent the tensile strength and elongation at break of typical polymers (e.g., polypropylene, polystyrene and acrylic). Data were retrieved from refs. [28, 29, 31, 42, 46. 50. 51, 53].
Figure 4
(a) TG curves and DSC thermograms obtained from the (b) first and (c) second heating scan of PLA, PLA/CF, PLA/PEO and PLA/CF/PEO composites. PLA, CF and PEO stand for polylactic acid, cellulosicfibers and poly(ethylene oxide), respectively. The inset in panel (a) is the zoom-in of the TG curves from 250 to 275 ℃ and from 325 ℃ to 425 ℃. Reproduced with permission [56]. Copyright 2020, American Chemical Society. Representative DMA curves of PLA composites: (d) storage modulus and (e) tanδ. CNC and e-CNC stand for cellulose nanocrystals and esterified cellulose nanocrystals, respectively. Copied with permission [53]. Copyright 2019, Springer Nature.
Figure 5
(a) Images that compare oil resistances of different molded pulp tableware. Reproduced with permission [9]. Copyright 2020, Elsevier. (b) The effects of cellulose nanofiber (CNF) and cellulose nanocrystal (CNC) coatings on the oil and grease resistance. Copied with permission [76]. Copyright 2019, Elsevier. (c) Grease penetration rates for different coatings. MFC stands for microfibrillated cellulose. L and H are low and high coating grammages. Copied with permission [77]. Copyright 2019, American Chemical Society.
Figure 6
Photo images of (a) new molded pulp tableware and (b) that after 45 days of soil burial. Reproduced with permission [9]. Copyright 2020, Elsevier. Physical changes to PLA coupons (c) before soil burial and (d) that after 1 year burial at 37 ℃ in soil. Copied with permission [91]. Copyright 2013, Elsevier.
Figure 7
(a) Literature survey of articles (Web of Science Core Collection) in topics related to "Agricultural Waste Packaging" from 2000 to 2021 (accessed online: October 21, 2021). (b) Time-course results of articles of "Carbon emission" and "LCA". LCA stands for life-cycle assessment.

 DownLoad:
DownLoad:



 下载:
下载:








