引用本文:
郜宪龙, 莫文龙, 马凤云, 陈隽, 陈莉. 焙烧温度对1, 4-丁烯二醇加氢Cu/Raney-Ni催化剂结构和性能影响[J]. 燃料化学学报,
2020, 48(1): 108-119.
Citation:
GAO Xian-long, MO Wen-long, MA Feng-yun, CHEN Jun, CHEN Li. Effect of calcination temperature on the structure and properties of Raney-Ni catalyst for hydrogenation of 1, 4-butenediol[J]. Journal of Fuel Chemistry and Technology,
2020, 48(1): 108-119.
Key Laboratory of Coal Clean Conversion&Chemical Engineering Process(Xinjiang Uyghur Autonomous Region), College of Chemistry and Chemical Engineering, Xinjiang University, Urumqi 830046, China
2.
Xinjiang Markor Chemical Industrial Co., LTD., Korla 841000, China
Received Date:
02 September 2019 Revised Date:
27 October 2019 Available Online:
01 January 2020
Fund Project:
The project was supported by Xinjiang Uygur Autonomous Region Key R & D Program (2017B02012), Xinjiang University Natural Science Foundation Project (BS160221)
Abstract:
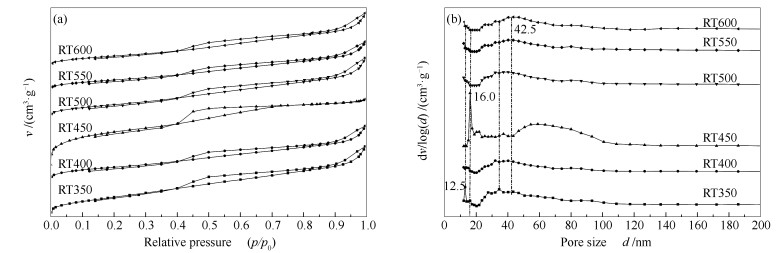
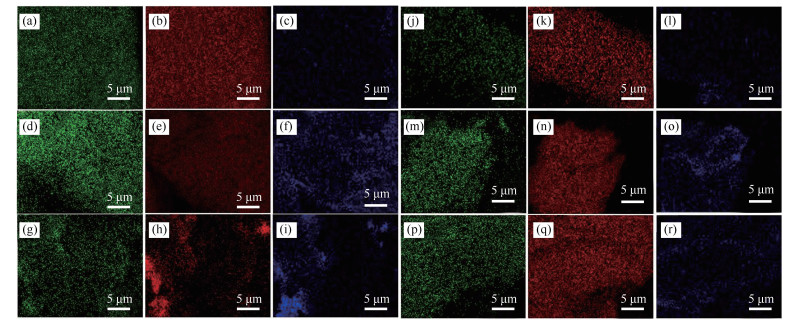
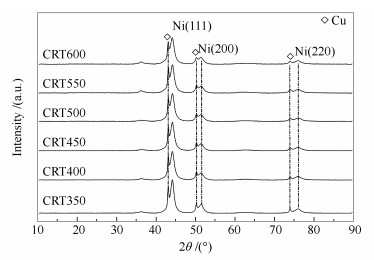
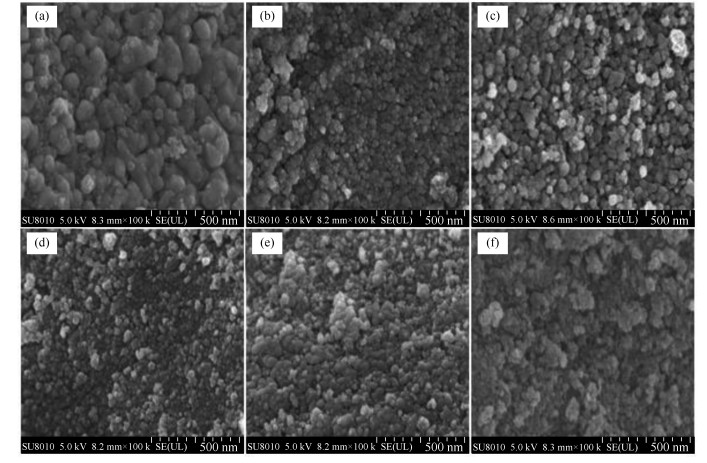
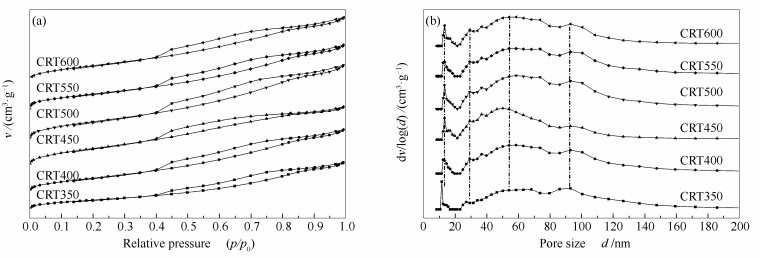
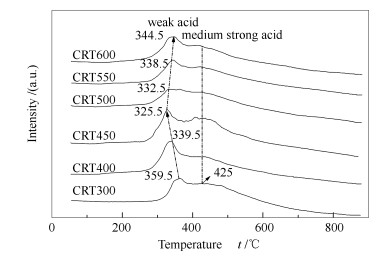
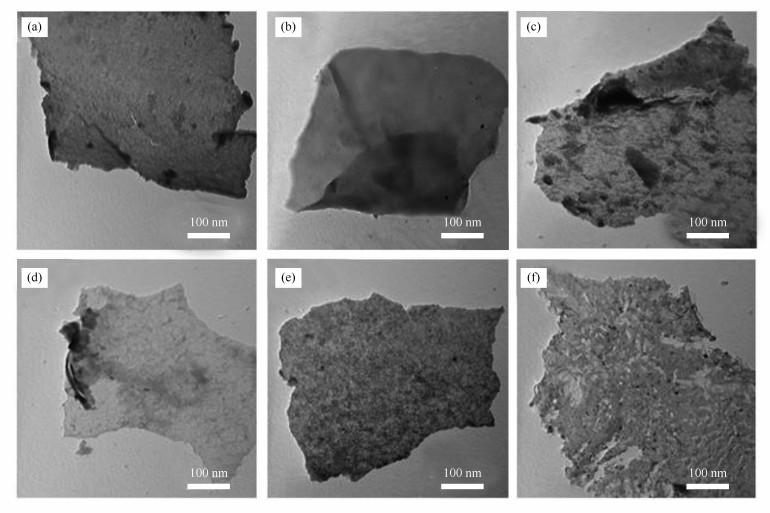
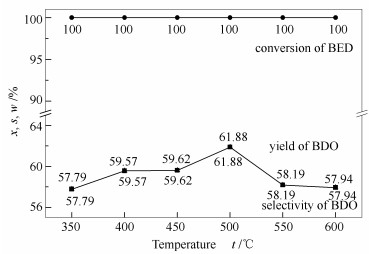
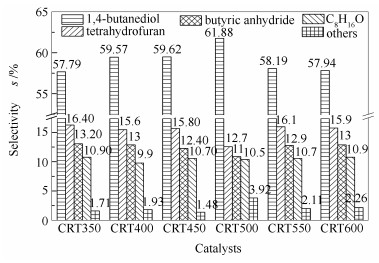
Ni-Al alloy powder was impregnated with copper nitrate solution, and calcined at different temperatures to obtain Cu-modified Ni-Al alloy powder. The modified alloy powder was leached with a 10% (mass ratio) NaOH solution to obtain the Cu/Raney-Ni catalyst. Elemental composition, crystal structure, pore structure, surface morphology and surface acidity of the Ni-Al alloy powder and corresponding Raney-Ni catalysts were characterized by EDX, XRD, N2 adsorption-desorption, TEM and NH3-TPD. The hydrogenation performance of the Raney-Ni catalysts were evaluated using the reaction of 1, 4-butenediol (BED) hydrogenation to 1, 4-butanediol (BDO) as the probe reaction. The characteristic results showed that the CRT500 catalyst prepared at the calcination temperature of 500 ℃ presented larger specific surface area of 64.96 m2/g, and the proportion of weak acid sites was high of 81.2%. The reaction results proposed that the reactant of BED could be completely converted, and the selectivity and yield of BDO increased firstly and then decreased as the calcination temperature increased. The CRT500 catalyst presented good hydrogenation performance, with BED conversion of 100.00%, BDO selectivity of 61.88%, while the BDO selectivity of the RCT550 and RCT600 were lower, which might be due to the agglomeration or sintering of the catalyst at higher calcination temperature. The CRT500 catalyst showed excellent hydrogenation performance, which might be attributed to the appropriate molar ratio of Ni/Al (3.84), the large proportion of weak acid sites and good dispersion of active component Ni.
WANG J, JAIN R C, SHEN X L, CHENG M Y, JAMES C L, YUAN Q P, YAN Y J. Rational engineering of diol dehydratase enables 1, 4-butanediol biosynthesis from xylose[J]. Metab Eng,
2017, 40:
148-156.
doi: 10.1016/j.ymben.2017.02.003
[2]
DEMATTEIS M, PENNEL L, MALLARET M. Current knowledge on gamma-hydroxybutyric acid (GHB), gamma-butyrolactone (GBL) and 1, 4-butanediol (1, 4-BD)[J]. Rev Prat,
2012, 62(5):
669-672.
[3]
PYATNITSYNA E V, EL'CHANINOV I M, EL'CHANINOV M M. Chemical method for removal of impurities impairing the quality of commercial 1, 4-butanediol produced by the reppe method[J]. Russ J Appl Chem,
2014, 87(1):
104-107.
doi: 10.1134/S1070427214010157
[4]
莫文龙, 郑霜, 马亚亚, 马凤云, 艾沙·努拉洪, 席龙飞. 制备方法对1, 4-丁炔二醇加氢Ni-Al2O3催化剂性能的影响[J]. 石油学报(石油加工),
2019,35,(2): 252-260.
doi: 10.3969/j.issn.1001-8719.2019.02.005MO Wen-long, ZHENG Shuang, MA Ya-ya, MA Feng-yun, AISHA·Nu-la-hong , XI Long-fei. Influence of preparation methods on the performance of Ni-Al2O3 catalyst for hydrogenation of 1, 4-butynediol[J]. Acta Pet Sin (Pet Process Sect),
2019, 35(2):
252-260.
doi: 10.3969/j.issn.1001-8719.2019.02.005
[5]
LI H T, XU Y L, GAO C G, WANG Y Z. Structural and textural evolution of Ni/γ-Al2O3 catalyst under hydrothermal conditions[J]. Catal Today,
2010, 158:
475-480.
doi: 10.1016/j.cattod.2010.07.015
[6]
LI H T, ZHAO Y X, GAO C G, WANG Y Z, SUN Z J, LIANG X Y. Study on deactivation of Ni/Al2O3 catalyst for liquid phase hydrogenation of crude 1, 4-butanediol aqueous solution[J]. Chem Eng J,
2012, 181(1):
501-507.
[7]
ANANDA S A, YEN M L, ANTHONY D F, TONY L G, BERNARD W. Conversion of levulinic acid and cellulose to γ-valerolactone over Raney-Ni catalyst using formic acid as a hydrogen donor[J]. Biofuels,
2018, 47(11):
1-5.
[8]
BENDOVA D H, WEIDLICH D T. Application of diffusion dialysis in hydrometallurgical separation of nickel from spent Raney Ni catalyst[J]. Sep Sci Technol,
2017, 53(9):
1-5.
[9]
LUO G H, WANG Y L, SUN D M, XU X, JIN H B. Effect of preparation process on compressive strength and hydrogenation performance of Raney-Ni/Al2O3 catalyst[J]. China Pet Process Petrochem Technol,
2017, 19(2):
14-20.
[10]
LEI H, ZHEN S, TAN D L, BAO X H, MU X H, ZONG B N, MIN E Z. Preparation of novel raney-Ni catalysts and characterization by XRD, SEM and XPS[J]. Appl Catal A:Gen,
2001, 214(1):
69-76.
doi: 10.1016/S0926-860X(01)00481-1
孙蛟, 任国卿, 黄玉辉, 陈晓蓉, 梅华. 焙烧温度对CuMgAl催化剂催化糠醛气相加氢制糠醇性能的影响[J]. 燃料化学学报,
2017,45,(1): 78-85.
SUN Jiao, REN Guo-qing, HUANG Yu-hui, CHEN Xiao-rong, MEI Hua. Effect of calcination temperature on the catalytic performance of CuMgAl catalysts for furfural gas phase selective hydrogenation to furfuryl alcohol[J]. J Fuel Chem Technol,
2017, 45(1):
78-85.
[13]
YUAN P, LIU Z Y, SUN H J, LIU S C. Influence of calcination temperature on the performance of Cu-Al-Ba catalyst for hydrogenation of esters to alcohols[J]. Acta Phys Sin,
2010, 26(8):
2235-2241.
[14]
邓红, 韦藤幼, 童张法. 超声浸渍法制备吗啉催化剂及其催化性能[J]. 化工进展,
2015,34,(2): 425-446.
DENG Hong, WEI Teng-you, TONG Zhang-fa. Preparation of catalyst for morpholine synthesis by ultrasonic irradiation impregnation method and its catalytic behaviors[J]. Chem Ind Eng Prog,
2015, 34(2):
425-446.
[15]
LIU Z X, WANG Y H, LI J R, ZHANG R G. The effect of γ-Al2O3 surface hydroxylation on the stability and nucleation of Ni in Ni/γ-A2O3 catalyst:A theoretical study[J]. Rsc Adv,
2014, 4(26):
13280-13292.
doi: 10.1039/c3ra46352d
[16]
LEI H, SONG Z, BAO X H, MU X H. XRD and XPS studies on the ultra-uniform Raney-Ni catalyst prepared from the melt-quenching alloy[J]. Surf Interface Anal,
2010, 32(1):
210-213.
[17]
MEDGYES B. Electrochemical migration of Ni and ENIG surface finish during environmental test contaminated by NaCl[J]. J Mater Sci Mater Electron,
2017, 28(24):
1-7.
[18]
WANG A L, YIN H B, LU H H, XUE J J, REN M, JIANG T S. Effect of organic modifiers on the structure of nickel nanoparticles and catalytic activity in the hydrogenation of p-nitrophenol to p-aminophenol[J]. ACS J Surfaces Colloid,
2009, 25(21):
12736-12741.
doi: 10.1021/la901815b
[19]
ATUL B, BRUNO T, PHILIPP R V R, ATSUSHI U. Impact of K and Ba promoters on CO2 hydrogenation over Cu/Al2O3 catalysts at high pressure[J]. Catal Sci Technol,
2013, 3(3):
767-778.
doi: 10.1039/C2CY20604H
[20]
BERND H, MATTHIAS H, LOUIS A C, RANDALL Q S. Characterization of acidic OH groups in zeolites of different types:An Interpretation of NH3-TPD results in the Light of confinement effects[J]. J Phys Chem,
2016, 106(15):
21-36.
[21]
BAGNASCO G, BENEˇS L, GALLI P, MASSUCCI M, PATRONO P, TURCO M, ZIMA V. TG/DTA, XRD and NH3-TPD characterization of layered VOPO4·2H2O and its Fe3+-substituted compound[J]. J Therm Anal Calor,
1998, 52(2):
615-630.
doi: 10.1023/A:1010136126445
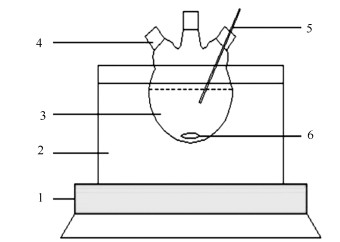
图 1
Ni-Al合金活化装置示意图
Figure 1
Equipment for the activation of Ni-Al alloys

 下载:
下载:

 下载:
下载:















