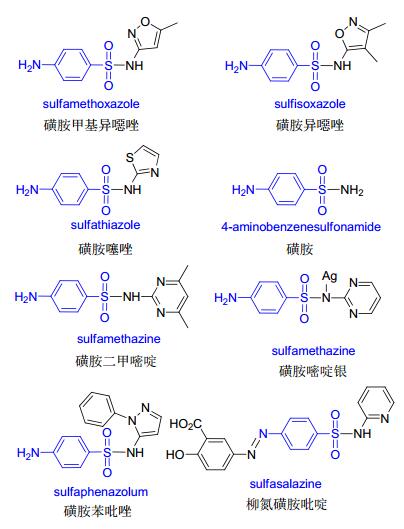
图 1.
由对乙酰氨基苯磺酰氯制备的磺胺药物
Figure 1.
Some sulfonamide pharmaceuticals originated from 4-acetamidobenzenesulfonyl chloride

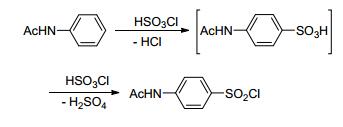
对乙酰氨基苯磺酰氯是医药上经常使用的磺胺类药物的关键中间体(图 1), 目前最常用的合成方法是采用乙酰苯胺与过量HSO3Cl反应[1].由于乙酰苯胺在氯磺酸中的溶解性较差, 如果将所需反应量的氯磺酸全部加入乙酰苯胺中, 反应体系比较粘稠, 难以充分搅拌, 反应就不完全, 纯化也比较困难; 若使用过量的氯磺酸, 将乙酰苯胺分批加入反应体系, 虽然可以解决反应中的部分问题, 但反应加料时泄露的氯化氢气体致使生产环境恶劣.由此可见, 该方法不仅存在严重的安全隐患, 排放的过量氯磺酸造成的环境问题更是不容小觑, 许多生产企业因此被迫停产.
文献报道的其它方法主要有[2]:以SO3为磺化试剂, 再与其它酰氯化试剂反应; 利用略高于化学计量的HSO3Cl和P2O5、PCl5、SOCl2反应; 甚至利用Cl2和SO2来制备.这些方法在一定程度上解决了产率偏低、产物纯度较低等问题, 但它们的引入既增加了反应的复杂性, 又增加了反应成本和废水处理的难度, 故在实际生产操作中, 与单纯使用氯磺酸相比仍不具备竞争性.另外氯磺化反应是一个大量放热反应, 不管采用何种加料方法, 都会因反应体系粘稠, 导致热量传递困难, 温度难以控制.理想溶剂的加入, 不仅对反应的传质、传热和控温起到了积极作用, 而且使反应的可控性和产品质量有了很大提高.传统釜式反应器由于反应热移除不够高效, 致使较大规模生产仍然需要很长的反应时间, 导致副产物增加, 严重影响了生产效率.
寻找安全、高效、环保的绿色合成路线是近年来有机合成发展的趋势.微通道反应作为一项新兴的合成技术, 在过去的短短十几年发展迅速, 已在药物、精细化工产品及其中间体的合成中得到了广泛应用[3].微通道连续流反应器本质上是一种管道式反应器, 具有高效传质和传热、反应时间短、反应温度易控、可连续化和本质安全等优点, 故比普通的管道反应器更加高效.它包括化工单元所需要的混和器、换热器、反应器、控制器等单元, 其优异的传质、传热能力使反应速度比常规釜式反应器提高了近百倍.此外, 由于该反应体系体积小, 容易控制, 既可用于实验室合成, 也能快速实现从实验室到工厂的放大合成.微通道反应器的应用范围广, 不仅在有机合成、无机合成、生命科学、快速检测、同位素标记反应等实验室被广泛使用, 而且在工业界有效降低了诸如磺化、硝化、氧化、过氧化、氯化、氟化、光气化、胺化、重氮化、叠氮化、氢化等重点监管的生产工艺的危险性, 是一种非常有应用价值的反应设备.国内科学家在这一研究领域也取得重大进展[4].
本文将报道利用双温区碳化硅微通道反应器实现乙酰苯胺的氯磺化反应的优化条件与工艺, 将这一反应放大至1000 mol规模, 以探索其工业化大规模生产的可行性, 还将其应用于抗菌消炎药物柳氮磺胺吡啶的合成, 以证明该反应体系的实用性.
乙酰苯胺的氯磺化反应分为两个连续的步骤进行:第一步为对乙酰氨基苯磺酸的合成, 第二步为磺酸和氯磺酸制备对乙酰氨基苯磺酰氯(Scheme 1).较低温度有利于第一步反应, 既可避免邻位发生磺化反应, 又可防止焦油状物质的生成; 较高温度则有利于最终产物磺酰氯的合成.在较低温度下, 即使添加5 equiv. HSO3Cl, 仍有部分对乙酰氨基苯磺酸未能完全反应[5].因此, 通常在低温下反应一段时间完成第一步反应, 再升高温度继续第二步反应.
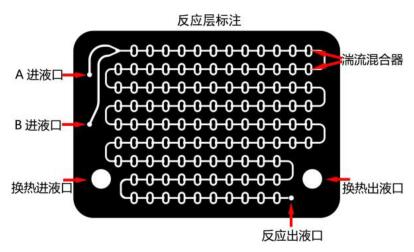
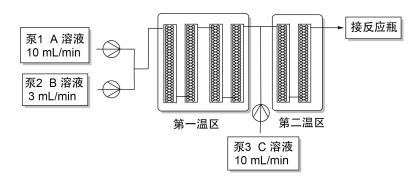
鉴于微通道反应器具有非常优异的传质、传热能力, 首先尝试在较低温度下完成这一反应.实验室使用一套由6组反应模块组成的双温区碳化硅微通道反应器, 每组反应模块的持液量(模块通道体积, 即反应液体积)为11 mL, 通道的尺寸为0.8 mm×0.8 mm, 通道的花纹如图 2所示.前4组为第一控温区, 后2组为第二控温区, 布局图如图 3所示.
首先尝试用固定的反应温度试验反应情况.将乙酰苯胺(270.4 g, 2.0 mol)溶解在CH2ClCH2Cl (DCE)中配成溶液(1500 mL), 将HSO3Cl (582.7 g, 5.0 mol)也溶于DCE中配成溶液(900 mL).通过加热油的循环将反应模块的温度控制在25 ℃(此时油浴的温度为30~31 ℃), 待反应模块温度稳定后, 将背压阀调至303 kPa, 启动进样泵, 两个泵同时分别以7.5和4.5 mL/min的流量泵入乙酰苯胺的DCE溶液与氯磺酸的DCE溶液, 待反应稳定后, 分别于5、10 min时取样检测, 还有较多乙酰苯胺原料没有转化(表 1, 编号1), 表明该温度下反应并不完全.继续升温至40和55 ℃, 虽然原料都没有完全转化, 但剩余量越来越少(表 1, 编号2~3).当温度升至70 ℃时, 取样检测显示乙酰苯胺已经完全转化, 但体系中检测到仍有少量的对乙酰氨基苯磺酸, 分离纯化后得到84%的对乙酰氨基苯磺酰氯(表 1, 编号4).为了进一步提升转化率和产率, 将反应温度提升到85 ℃; 结果显示, 不仅乙酰苯胺已完全转化, 而且没有任何对乙酰氨基苯磺酸残留, 但反应的产率并没有提高, 可能由于少量焦油状物的生成导致这一结果(表 1, 编号5).上述结果说明, 微通道反应器将反应时间由原来几个小时缩短到10 min以内, 反应速度率大大提高; 但起始反应温度较高对反应不利, 容易生成焦油状杂质.
 下载:
导出CSV
下载:
导出CSV
| 编号 | 第一温区/ ℃ |
第二温区/ ℃ |
乙酰苯胺流量/ (mL•min-1) |
氯磺酸流量/ (mL•min-1) |
停留时间/ s |
乙酰苯胺 转化情况 |
对乙酰氨基 苯磺酸 |
产率a/% |
| 1 | 25 | 25 | 7.5 | 4.5 | 330 | 不完全 | 有 | 未作后处理 |
| 2 | 40 | 40 | 7.5 | 4.5 | 330 | 不完全 | 有 | 未作后处理 |
| 3 | 55 | 55 | 7.5 | 4.5 | 330 | 不完全 | 有 | 未作后处理 |
| 4 | 70 | 70 | 7.5 | 4.5 | 330 | 完全 | 有 | 84 |
| 5 | 85 | 85 | 7.5 | 4.5 | 330 | 完全 | 无 | 82b |
| 6 | 70 | 85 | 7.5 | 4.5 | 330 | 完全 | 无 | 87b |
| 7 | 55 | 85 | 7.5 | 4.5 | 330 | 完全 | 无 | 88b |
| 8 | 40 | 85 | 7.5 | 4.5 | 330 | 完全 | 无 | 94c |
| 9 | 25 | 85 | 7.5 | 4.5 | 330 | 完全 | 有 | 91c |
| 10 | 25 | 100 | 7.5 | 4.5 | 330 | 完全 | 无 | 93b |
| 11 | 30 | 100 | 7.5 | 4.5 | 330 | 完全 | 无 | 95c |
| 12 | 35 | 100 | 7.5 | 4.5 | 330 | 完全 | 无 | 96c |
| 13 | 40 | 100 | 7.5 | 4.5 | 330 | 完全 | 无 | 96c |
| 14 | 40 | 100 | 12 | 7.2 | 206 | 完全 | 无 | 95 |
| 15 | 40 | 100 | 15 | 9 | 165 | 完全 | 无 | 88d |
| 16 | 40 | 100 | 7.5 | 4.5 | 330 | 不完全 | 有 | 未作后处理e |
| a产率是以稳定反应条件下接收10 min的反应液的量为准计算的. b反应液颜色较深, 产生少量焦油状物质. c反应液颜色浅, 无焦油状物质. d反应液颜色较深, 产生少量焦油状物质. e用氯磺酸(490.0 g)配成900 mL溶液, 其和乙酰苯胺的物质的量比为2.1:1. | ||||||||
据此, 将反应设定在两个不同温度的温区进行.因为较低温度有利于降低磺化的副产物和焦油的生成, 较高温度则有利于磺酰氯的生成, 因此, 把第一温区的温度降至70、55和40 ℃, 把第二温区的温度维持在85 ℃, 发现反应都能进行彻底, 产率也逐渐提高(表 1, 编号6~8).当把第一温区的温度降到25 ℃时, 检测到少量磺酸没有转化为磺酰氯, 但产物的产率并没有明显降低, 仍有保持在91%(表 1, 编号9).当第一温区的温度仍设为25 ℃, 第二温区的温度升至100 ℃, 则磺酸可以完全酰氯化, 产率提升不明显, 还观察到微量焦油状物质(表 1, 编号10).出现这一现象的原因可能是第一温区的反应温度太低, 乙酰苯胺在第一温区没有完全转化, 部分剩余的乙酰苯胺在100 ℃反应造成的.保持第二温区的温度不变, 第一温区的温度分别升至30和35 ℃, 发现反应进行得很彻底, 产率也明显提高, 并且没有观察到焦油状物质(表 1, 编号11~12).
为了提升反应效率, 当把第一温区的温度升至40 ℃, 反应能够顺利进行, 产率和反应液颜色均无明显变化; 将进样速度提升60%, 反应也能顺利进行, 产率和反应现象依然保持; 当进样速度提升100%, 即乙酰苯胺溶液和氯磺酸溶液的流量分别为15和9 mL/min时, 反应发生了明显变化, 反应液中有一些焦油状物质, 产率也随之降低(表 1, 编号13~15).这一结果再次表明, 如果乙酰苯胺在第一温区转化不完全, 接着在高温下反应容易生成副产物, 致使产率降低.在此反应条件下降低氯磺酸的用量, 导致反应不完全(表 1, 编号16).
以表 1中编号13的反应条件为标准条件, 进一步考察乙酰苯胺在不同溶剂中的反应情况.乙酰苯胺在CHCl3、CH2ClCH2CH2Cl、CHCl2CH2Cl中都能完全转化, 产率分别为93%、95%、96%. CH2Cl2因沸点较低, 不合适做此反应的溶剂.
乙酰苯胺氯磺化的连续运行实验表明了该反应优异的重现性.以2 mol的乙酰苯胺在1500 mL的DCE中的反应为例, 以表 1中编号13的反应条件为标准, 3次重复实验结果分别为:第一次反应完成时间为203 min时, 产率为94%;第二次反应完成时间为205 min, 产率为95%;第三次反应完成时间为205 min, 产率为93%.
与釜式反应器相比, 该反应的放大效应不明显, 方便直接放大反应规模.中试实验使用单片反应模块持液量为338 mL、通道尺寸为4 mm×4 mm的反应器, 经优化的反应条件为:第一温区装了8片反应模块, 温度设为35 ℃, 第二温区装了4片反应模块, 温度设为100 ℃; 将乙酰苯胺(136 kg, 1006 mol)配成900 L的DCE溶液, 流量为720 mL/min; 氯磺酸(292 kg, 2506 mol)配成600 L的DCE溶液, 流量为480 mL/min.反应器末端加一片反应模块作为换热器, 外循环水的温度控制在25~35 ℃之间, 不再使用背压阀, 磺化液用2000 L的搪瓷反应罐接收, 1262 min后反应完毕, 后处理得到215 kg产品, 产率为92%.与传统的釜式反应相比, 有明显的优点, 具体情况见表 2.使用微通道反应器, 节省了人工、减轻了劳动强度、提高了反应产率, 氯磺酸的使用量减少了49%, 硫酸和盐酸排放量分别减少了62%, 有机物(折纯为乙酰苯胺)排放量减少了55%.
下载:
导出CSV
| 对比内容 | 釜式反应器 | 微通道反应器 |
| 反应器 | 1000 L搪瓷反应釜 | 13片持液量 338 mL反应模块 |
| 氯磺酸用量 | 580 kg | 292 kg |
| 加料方式 | 乙酰苯胺必须分15次投入, 前10次每次约8 kg, 后5次每次约11 kg, 间隔时间30 min, 耗时7 h | 进样泵连续加料 |
| 控温方式 | 制冷盐水、加热蒸汽模式互换 | 单加热油浴控温 |
| 反应溶剂 | 0 | 1250 L |
| 结晶溶剂 | 800 L | 0 |
| 酸排放量 | H2SO4: 394 kg; HCl: 147 kg | H2SO4: 148 kg; HCl: 55 kg |
| 产品收率 | 78%~82% | 90%~92% |
| 安全环境 | 生产车间有HCl排放 | 生产车间无HCl排放 |
| 废水排放 | 3500 L | 900 L |
| 有机物排放 | 27.2 kg(折合乙酰苯胺) | 12.2 kg(折合乙酰苯胺) |
按照表 1中编号13的反应条件和反应规模, 用乙酰苯胺氯磺化产物的DCE溶液作为原料, 实现了柳氮磺胺吡啶的合成.乙酰苯胺氯磺化反应结束后, 反应液倒入碎冰中以水解未反应的氯磺酸, 进一步使后处理得到的对乙酰氨基苯磺酰氯DCE溶液与2-氨基吡啶直接反应, 得到2-氨基吡啶的对乙酰氨基苯磺酰胺, 该产物经过水解、重氮化、与水杨酸偶合, 以良好的产率(四步反应总产率为75%)得到柳氮磺胺吡啶.在重氮化反应过程中也使用了微通道反应器, 避免了釜式反应器重氮化偶合过程中温度难以控制的问题, 大大减少了焦油状产物的生成, 显著提高产物的产率和质量.
4-氨基苯磺酰-2'-氨基吡啶(50.0 g, 200 mmol), 盐酸(31%, 70.8 g, 602 mmol), 加蒸馏水配成500 mL的水溶液A由泵1以10 mL/min进样; 亚硝酸钠(14.5 g, 210 mmol)配成150 mL的水溶液B由泵2以3 mL/min进样; 尿素(1.8 g, 30 mmol)和氢氧化钠(12.0 g, 300 mmol)配成150 mL的水溶液C由泵3以3mL/min进样.
不论是乙酰苯胺的氯磺化反应还是柳氮磺胺吡啶合成中的重氮化反应, 双温区碳化硅微通道反应器使反应物在反应模块中高效混合, 解决了反应过程中的高效传质问题; 碳化硅的高传热系数, 反应模块大的换热面积与反应体积比, 使得反应热能够被快速移除, 在乙酰苯胺的氯磺化反应中, 能够保持反应温度与外循环加热油温度的差值不超过5 ℃, 而重氮化的反应温度与外循环制冷液温度的差值不超过3 ℃; 双温区设置实现了分步控制反应温度, 加速了反应进程, 缩短了反应时间, 减少了副产物的生成, 确保了产品的质量稳定, 大大提高了反应效率.
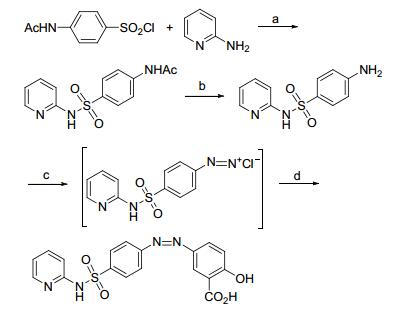
Reagents and conditions: (a) 2-aminopyridine, Et3N, 30~35 ℃; (b) NaOH, MeOH, r.t.~75 ℃; (c) (i) HCl, NaNO2, (ii) NH2CONH2, NaO-H in a microchannel reactor; (d) (i) NaOH, salicylic acid, (ii) HCl
实验室和中试使用的双温区碳化硅微通道反应器是由山东金德新材料有限公司生产, 配有计量泵和控温设备.实验室所用反应模块的持液量为11 mL, 反应通道尺寸为0.8 mm×0.8 mm; 中试生产所用反应模块的持液量为338 mL, 反应通道尺寸为4 mm×4 mm.核磁测定使用Bruker AV-400核磁共振仪(1H: 400 MHz, 13C: 100 MHz, 0.5% TMS为内标).乙酰苯胺、氯磺酸、有机溶剂和试剂均购自当地供应商, 除特别注明外, 以上溶剂与试剂未经进一步处理.中试所用原料由苏州黄河制药公司从生产工厂采购并直接使用.薄层色谱(TLC)所用的硅胶板购自青岛海洋化工厂.
连接好微通道反应器的双温区控温系统和进样泵.首先检查控温系统的稳定性, 并使反应温度保持稳定; 再用DCE检查进样泵计量的准确性, 确保泵头通畅, 并检漏; 接着将反应模块的温度通过加热油的循环控制在25 ℃(此时油浴的温度为30~31 ℃).待设备温度稳定后, 启动两个进样泵, 先用DCE清洗反应通道, 流量均为15 mL/min, 时间为5 min.清洗结束后, 将背压阀调至300 kPa.
将乙酰苯胺(270.4 g, 2.0 mol)溶解在DCE中配成溶液(1500 mL), 并将氯磺酸(582.7 g, 5.0 mol)溶于DCE中配成溶液(900 mL), 两个泵分别以7.5 mL/min泵入乙酰苯胺的DCE溶液和4.5 mL/min泵入氯磺酸的DCE溶液, 在此条件下反应稳定后, 分别于5、10 min取样检测反应结果(表 1, 编号1).
将反应温度分别调至40、55、70和85 ℃, 温度稳定后, 按同样的速度进样, 分别于5和10 min取样检测反应结果(表 1, 编号2~5).
对于双温区实验, 操作步骤类似.将各自温区调至设定温度, 待各温区温度稳定后, 按设定的速度进样, 分别于5和10 min取样检测反应结果(表 1, 编号6~15).
对于表 1中原料完全转化的反应(表 1, 编号4, 9), 连续收集10 min的反应液, 在搅拌下缓慢倒入80 g碎冰中, 搅拌5 min后过滤分层, 用50 mL的DCE萃取一次水层, 合并有机相, 冰水洗涤(50 mL×2), 无水硫酸钠(5 g)干燥10 min; 减压蒸馏除去溶剂, 得到乳白色固体.室温下真空抽至恒重(1 h), 称重计算产率, 结果见表 1, 编号4~15.乙酰苯胺在CHCl3、CH2ClCH2CH2Cl、CHCl2CH2Cl中的反应按此操作步骤进行, 产率分别为93%、95%、96%.
以2 mol的乙酰苯胺(270.4 g)、5 mol氯磺酸在DCE中的反应为例.以表 1中编号13的反应条件为标准重复三次实验, 实验结果分别为:反应203 min, 得产物439.2 g, 产率为94%;反应205 min, 得产物443.4 g, 产率为95%;反应205 min, 得产物436.1 g, 产率为93%.
参考文献[6a, 6b ], 2 mol乙酰苯胺的氯磺化反应结束后, 将反应液缓慢倒入盛有1.5 kg碎冰的5 L反应瓶中, 水解去掉未反应的氯磺酸.分去水层, DCE层继续用冰水洗涤(500 mL×2), 合并水层, 再用500 mL的DCE萃取一次.合并DCE萃取液, 无需干燥, 控温不超过35 ℃, 将2-氨基吡啶(207.0 g, 2.2 mol)、三乙胺(243.0 g, 2.4 mol)和DCE (300 mL)配成的溶液加入其中, 反应5 h.反应结束后, 用水洗(600 mL×2)除去三乙胺盐酸盐, 减压蒸馏除去溶剂后得到土黄色固体.
将粗产物加入1.25 L的甲醇中, 然后缓慢加入550 mL质量分数为10%的氢氧化钠溶液, 加热回流(75 ℃)至反应完全; 蒸去甲醇后, 加入2 L水, 并用浓盐酸调节pH值至7~8.在冰水中搅拌1 h, 过滤, 水洗(350 mL×2), 烘干得452.8 g的4-氨基苯磺酰-2'-氨基吡啶, 产率91%.浅黄色固体, m.p. 191.3~191.8 ℃ (Lit.[ 6c ] 188~191 ℃, lit.[ 6d ] 191.5 ℃). 1H NMR (400 MHz, DMSO-d6)[6e, 6f ] δ: 5.94 (s, 2H), 6.56 (d, J=4.8 Hz, 2H), 6.88 (dd, J=7.2, 5.2 Hz, 1H); 7.05~7.08 (m, 1H), 7.52 (d, J=4.8 Hz, 2H), 7.62~7.68 (m, 1H), 8.08 (dd, J=5.2, 1.2 Hz, 1H), 10.93 (s, 1H); 13C NMR (100 MHz, DMSO-d6) δ: 112.1, 112.4, 117.1, 125.7, 128.9, 138.7, 146.3, 152.3, 152.8.
将实验室用由6块反应模块(每块反应模块持液量为11 mL)组成的碳化硅微通道反应器的反应温度设定在5 ℃, 将4-氨基苯磺酰-2'-氨基吡啶(50.0 g, 200 mmol)溶解于质量分数为31%的盐酸(70.8 g, 602 mmol)中, 加蒸馏水配成500 mL的水溶液A.将亚硝酸钠(14.5 g, 210 mmol)配成150 mL的水溶液B.尿素(1.8 g, 30 mmol)和氢氧化钠(12.0 g, 300 mmol)配成150 mL的水溶液C.水杨酸(55.4 g, 401 mmol)和氢氧化钠(17.7 g, 443 mmol)配成400 mL的水溶液, 置于2 L反应瓶中.启动进样泵, A溶液以10 mL/min的速度、B溶液以3 mL/min的速度同时从第一块反应模块进入反应器, C溶液以3 mL/min的速度从第五块反应模块进入反应器, 反应液导入盛有水杨酸钠水溶液的2 L反应瓶中, 并维持反应温度不超过10 ℃.加完之后继续搅拌反应1 h, 然后升温至80 ℃维持1 h; 搅拌下降至20 ℃, 用浓盐酸调节pH值至2, 继续搅拌冷却至0 ℃, 维持1 h, 过滤, 滤饼用蒸馏水洗涤(100 mL×2).将滤饼悬浮于水(800 mL)中, 用质量分数为30%的氢氧化钠溶液调节pH值至10, 加入活性炭(5 g), 加热到100 ℃维持0.5 h, 过滤, 滤液用20%的盐酸调节pH值至2;搅拌冷却到0 ℃维持1 h, 过滤, 蒸馏水洗涤(100 mL×2), 干燥得橘红色柳氮磺胺吡啶固体66.2 g, 产率为83%. m.p. 223.0 ℃(开始分解), 241.1 ℃(焦化) [Lit.[ 6g ], 220 ℃(分解), 278 ℃(分解完全)]. 1H NMR (400 MHz, DMSO-d6)[6h ] δ: 6.86 (t, J=6.0 Hz, 1H), 7.16 (d, J=9.2 Hz, 1H), 7.23 (d, J=8.8 Hz, 1H), 7.74~7.78 (m, 1H), 7.95~8.10 (m, 6H), 8.35 (d, J=2.4 Hz, 1H), 10.5~14.0 (b, 3H); 13C NMR (100 MHz, DMSO-d6) δ: 113.9, 114.5, 114.8, 118.5, 122.7, 126.4, 127.8, 129.1, 141.3, 144.0, 144.5, 153.4, 153.6, 164.2, 171.2.
(a) Ludwig, M.; Stverka, P. Collect. Czech. Chem. Commun. 1996, 61, 1205.
(b) Patel, T. S.; Bhatt, J. D.; Vanparia, S. F.; Patel, U. H.; Dixit, R. B.; Chudasama, C. J.; Patel, B. D.; Dixit, B. C. Bioorg. Med. Chem. 2017, 25, 6635.
(c) Shi, L.; Chen, L.; Chen, R.; Chen, L. J. Label. Compd. Radiopharm. 2010, 53, 147.
(d) Bialk, H. M.; Hedman, C.; Castillo, A.; Pedersen, J. A. Environ. Sci. Technol. 2007, 41, 3593.
(e) Zhang, H.-Z.; He, S.-C.; Peng, Y.-J.; Zhang, H.-J.; Gopala, L.; Tangadanchu, V. K. R.; Gan, L.-L.; Zhou, C.-H. Eur. J. Med. Chem. 2017, 136, 165.
(f) Zhang, H. Z.; Jeyakkumar, P.; Kumar, K. V.; Zhou, C. H. New J. Chem. 2015, 39 5776.
(a) Hu, Z. Y.; Du, Z. C.; Li, X. K.; Lu, J. X.; Li, J. CN 104496866, 2015.
(b) Cai, H. X.; Yan, L. L.; Chen, D. H.; Yang, S. B.; Yang, P. CN 108640862, 2018.
(c) Yan, L. L.; Cai, H. X.; Wei, Y. J.; Wang, Y. Q.; Zhang, G. X. CN 108558712, 2018.
(d) Ding, T. F.; Chen, Z. X.; Gao, H. CN 102320997, 2012.
(e) Ji, J. M.; Li, D.; Du, W. G. CN 105237446, 2015.
(a) Lenstra, D. C.; Rutjes, F. P. J. T. In Sustainable Flow Chemistry, Ed.: Vaccaro, L., WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim, 2017, pp. 103~134.
(b) Adamo, A.; Beingessner, R. L.; Behnam, M.; Chen, J.; Jamison, T. F.; Jensen, K. F.; Monbaliu, J.-C. M.; Myerson, A. S.; Revalor, E. M.; Snead, D. R. Science 2016, 352, 61.
(c) Plutschack, M. B.; Pieber, B.; Gilmore, K.; Seeberger, P. H. Chem. Rev. 2017, 117, 11796.
(d) Brzozowski, M.; O'Brien, M.; Ley, S. V.; Polyzos, A. Acc. Chem. Res. 2015, 48, 349.
(e) Mason, B. P.; Price, K. E.; Steinbacher, J. L.; Bogdan, A. R.; McQuade, D. T. Chem. Rev. 2007, 107, 2300.
(f) Beatty, J. W.; Stephenson, C. R. J. J. Am. Chem. Soc. 2014, 136, 10270.
(g) Ren, K.; Zhou, J.; Wu, H. Acc. Chem. Res. 2013, 46, 2396.
(h) Han, X.; Poliakoff, M. Chem. Soc. Rev. 2012, 41, 1428.
(i) Hartman, R. L.; McMullen, J. P.; Jensen, K. F. Angew. Chem., Int. Ed. 2011, 50, 7502.
(h) Ma, X. P.; Li, Z. M.; Wang, Q. R. Chin. Chem. Lett. 2011, 22, 167.
(i) Tu, Q.; Pang, L.; Zhang, Y.; Yuan, M.; Wang, J.; Wang, D.; Liu, W.; Wang, J. Chin. J. Chem. 2013, 31, 304.
(a) Yao, C.; Zhao, Y.; Ye, C.; Dang, M.; Dong, Z.; Chen, G. Chem. Eng. Sci. 2013, 95, 246.
(b) Liu, Y.; Yue, J.; Xu, C.; Zhao, S.; Yao, C.; Chen, G. AIChE J. 2020, 66, e16805.
(c) Zhou, F.; Zhang, B.; Liu, H.; Wen, Z.; Wang, K.; Chen, G. Org. Process. Res. Dev. 2018, 22, 504.
(d) Han, C.; Hu, Y.; Wang, K.; Luo, G. Particuology 2020, 50, 173.
(e) Deng, J.; Zhang, J.; Wang, K.; Luo, G. Chin. J. Chem. 2019, 37, 161.
(f) Liu, G.; Wang, K.; Lu, Y.; Luo, G. Chem. Eng. J. 2014, 258, 34.
(g) Li, G. X.; Shang, M. J.; Song, Y.; Su, Y. H. AIChE J. 2018, 64, 1106.
(h) Su, Y. H.; Song, Y.; Xiang, L. Top. Curr. Chem. 2018, 376, 44.
(i) Song, Y.; Song, J.; Shang, M.; Xu, W.; Liu, S.; Wang, B.; Lu, Q.; Su, Y. Chem. Eng. J. 2018, 353, 769.
(j) Zhang, P.; Yao, C.; Ma, H.; Jin, N.; Zhang, X.; Lü, H.; Zhao, Y. Chem. Eng. Sci. 2018, 182, 17.
(a) 孔祥文, 滕雅娣, 张志刚, 张铁铮, 沈阳化工学院院报, 1998, (2), 117.
(b)李磊, 赵玉明, 天津化工, 2004, 18, 27.(a) Kong, X. W.; Teng, Y. D.; Zhang, Z. G.; Zhang, T. Z. J. Shenyang Inst. Chem. Tech. 1998, (2), 117(in Chinese).
(b) Li, L.; Zhao, Y. M. Tianjin Chem. Ind. 2004, 18, 27(in Chinese).
(a) Akwi, F. M.; Watts, P. Beilstein J. Org. Chem. 2016, 12, 1987.
(b) Guha, D. J. Indian Chem. Soc. 1946, 23, 278.
(c) Seydel, J. K.; Trettin, D.; Cordes, H. P. J. Med. Chem. 1980, 23, 607.
(d) Bensaude, O.; Dreyfus, M.; Dodin, G.; Dubois, J. E. J. Am. Chem. Soc. 1977, 99, 4438.
(e) Bialk, H. M.; Hedman, C.; Castillo, A.; Pedersen, J. A. Environ. Sci. Technol. 2007, 41, 3593.
(f) Velraj, G.; Soundharam, S. J. Mol. Struct. 2014, 1074, 475.
(g) Ol'khovich, M. V.; Sharapova, A. V.; Blokhina, S. V.; Perlovich, G. L. J. Chem. Eng. Data 2017, 62, 123.
(h) Abd El-Wahed, M. G.; Refat, M. S.; El-Megharbel, S. M. Chem. Pharm. Bull. 2008, 56, 1585.

图 1 由对乙酰氨基苯磺酰氯制备的磺胺药物
Figure 1 Some sulfonamide pharmaceuticals originated from 4-acetamidobenzenesulfonyl chloride

图式 2 用微通道反应器合成柳氮磺胺吡啶
Scheme 2 Synthesis of sulfasalazine in a microreactor
Reagents and conditions: (a) 2-aminopyridine, Et3N, 30~35 ℃; (b) NaOH, MeOH, r.t.~75 ℃; (c) (i) HCl, NaNO2, (ii) NH2CONH2, NaO-H in a microchannel reactor; (d) (i) NaOH, salicylic acid, (ii) HCl
表 1 乙酰苯胺在1, 2-二氯乙烷中的氯磺化反应
Table 1. Chlorosulfonation of acetanilide in 1, 2-dichloroethane
| 编号 | 第一温区/ ℃ |
第二温区/ ℃ |
乙酰苯胺流量/ (mL•min-1) |
氯磺酸流量/ (mL•min-1) |
停留时间/ s |
乙酰苯胺 转化情况 |
对乙酰氨基 苯磺酸 |
产率a/% |
| 1 | 25 | 25 | 7.5 | 4.5 | 330 | 不完全 | 有 | 未作后处理 |
| 2 | 40 | 40 | 7.5 | 4.5 | 330 | 不完全 | 有 | 未作后处理 |
| 3 | 55 | 55 | 7.5 | 4.5 | 330 | 不完全 | 有 | 未作后处理 |
| 4 | 70 | 70 | 7.5 | 4.5 | 330 | 完全 | 有 | 84 |
| 5 | 85 | 85 | 7.5 | 4.5 | 330 | 完全 | 无 | 82b |
| 6 | 70 | 85 | 7.5 | 4.5 | 330 | 完全 | 无 | 87b |
| 7 | 55 | 85 | 7.5 | 4.5 | 330 | 完全 | 无 | 88b |
| 8 | 40 | 85 | 7.5 | 4.5 | 330 | 完全 | 无 | 94c |
| 9 | 25 | 85 | 7.5 | 4.5 | 330 | 完全 | 有 | 91c |
| 10 | 25 | 100 | 7.5 | 4.5 | 330 | 完全 | 无 | 93b |
| 11 | 30 | 100 | 7.5 | 4.5 | 330 | 完全 | 无 | 95c |
| 12 | 35 | 100 | 7.5 | 4.5 | 330 | 完全 | 无 | 96c |
| 13 | 40 | 100 | 7.5 | 4.5 | 330 | 完全 | 无 | 96c |
| 14 | 40 | 100 | 12 | 7.2 | 206 | 完全 | 无 | 95 |
| 15 | 40 | 100 | 15 | 9 | 165 | 完全 | 无 | 88d |
| 16 | 40 | 100 | 7.5 | 4.5 | 330 | 不完全 | 有 | 未作后处理e |
| a产率是以稳定反应条件下接收10 min的反应液的量为准计算的. b反应液颜色较深, 产生少量焦油状物质. c反应液颜色浅, 无焦油状物质. d反应液颜色较深, 产生少量焦油状物质. e用氯磺酸(490.0 g)配成900 mL溶液, 其和乙酰苯胺的物质的量比为2.1:1. | ||||||||
 下载: 导出CSV
下载: 导出CSV
表 2 乙酰苯胺氯磺化反应在釜式和微通道反应器中反应对比a
Table 2. Comparison of chlorosulfonation of acetanilide between batch and microchannel reactors
| 对比内容 | 釜式反应器 | 微通道反应器 |
| 反应器 | 1000 L搪瓷反应釜 | 13片持液量 338 mL反应模块 |
| 氯磺酸用量 | 580 kg | 292 kg |
| 加料方式 | 乙酰苯胺必须分15次投入, 前10次每次约8 kg, 后5次每次约11 kg, 间隔时间30 min, 耗时7 h | 进样泵连续加料 |
| 控温方式 | 制冷盐水、加热蒸汽模式互换 | 单加热油浴控温 |
| 反应溶剂 | 0 | 1250 L |
| 结晶溶剂 | 800 L | 0 |
| 酸排放量 | H2SO4: 394 kg; HCl: 147 kg | H2SO4: 148 kg; HCl: 55 kg |
| 产品收率 | 78%~82% | 90%~92% |
| 安全环境 | 生产车间有HCl排放 | 生产车间无HCl排放 |
| 废水排放 | 3500 L | 900 L |
| 有机物排放 | 27.2 kg(折合乙酰苯胺) | 12.2 kg(折合乙酰苯胺) |
下载: 导出CSV

 扫一扫看文章
扫一扫看文章

扫一扫关注我们