表 1
催化剂筛选a
Table 1.
Catalyst screening

生物质作为唯一含有有机碳的可再生资源, 其取代化石能源生产液体燃料及化学品受到了研究人员的广泛关注[1~3].由三分子脂肪酸和一分子甘油经酯化作用形成的油脂类化合物, 是制备生物液体燃料的一种重要原料[4].除制备生物柴油外, 脂肪酸还可选择性氢化制备脂肪醇.作为一类重要的高附加值化学品, 它们可用于制备润滑油、树脂、香水和化妆品等多种产品[5].近年来, 全球脂肪醇的市场规模已经达到了19亿美元, 年增长率为7.3%, 且未来市场规模仍有很大的提升空间[6].
在前期的研究中, 铜铬催化剂已被用于脂肪酸选择性氢化制脂肪醇反应中.在250 ℃的反应温度, 22 MPa的反应压力下, 7种羧酸被转化为相应的醇, 产率为80%~98%[7].由于Cr的使用有可能造成严重的环境问题, 近些年来新的催化体系已被不断发展出来.相比于均相催化体系, 非均相催化过程具有易与产物分离、体系容易放大及制备成本较低等优势, 备受研究人员青睐. Ru[8, 9], PdRe[10~12], Pt[13]和Re[14, 15]等贵金属, 以及Cu[16, 17], Ni[18~20]和Co[21, 22]等非贵金属, 均已被报道可以高选择性催化该氢化反应.例如, 氧化钛负载的RuSn催化剂(Ru/Sn物质的量之比约为1:2)在250 ℃的反应温度下可以选择性将油酸转化为对应的不饱和醇[9].值得注意的是, 氧化钛负载的Pt催化剂可以在低至130 ℃的反应温度下将硬脂酸转化为硬脂醇, 反应时氢气压力为2 MPa[13].对于非贵金属催化剂, 尽管Fe复合的Cu, Ni催化剂可以以>90%的选择性将硬脂酸转化为硬脂醇[16, 20], 但由于Fe本身较低的反应活性, 利用单金属Fe实现脂肪酸氢化制醇尚未有前人研究报道.
铁是一种地壳含量丰富、生态友好、相对无毒且廉价的元素, 非常适合作为生物质转化过程中贵金属催化剂的替代物.与Co, Ni, Mo和W等非贵金属相比, 铁在地壳的丰度要高3000~30000倍, 价格要便宜20~150倍[23].但是铁的低活性极大程度上限制了其在生物质转化过程的应用.近期, 利用氮掺杂提高铁催化剂的活性引起了研究人员的极大关注. 2013年, Beller课题组[24]发现将醋酸亚铁和1, 10-菲罗啉在活性炭上同时热解制备的Fe-phen-C催化剂可以高效地催化硝基芳烃还原.进一步研究表明该催化剂对于N-杂环氧化脱氢和无氢还原胺化同样具有良好的催化效果[25, 26].受他们工作的启发, 我们将Fe-N-C催化剂成功地运用到糠醛转移氢化[27]、5-羟甲基糠醛选择性加氢脱氧[28, 29]和木质素C—O键选择性裂解[30]等生物质转化反应中.最近, 我们发现氮杂碳及氧化铝复合物负载的铁催化剂可以高选择性地催化转化羧酸化合物制备相对应的烃[23].催化剂中的Fe3C活性相对羧酸氢化制醇步骤起了决定作用, 而氮杂碳及氧化铝复合物结构则对醇加氢脱氧制烃步骤至关重要.在这一工作基础上, 我们首次实现非均相铁催化硬脂酸高选择性加氢制备相应的脂肪醇, 铁金属中心及复合物载体的存在对催化剂的加氢活性至关重要.通过对催化剂制备及反应参数进行调控, 我们发现在320 ℃的反应温度下反应0.5 h, 即可将硬脂酸以88.6%的选择性氢化为硬脂醇.这一结果为硬脂酸选择性氢化制醇提供了一种新的具有经济性的铁基催化体系.
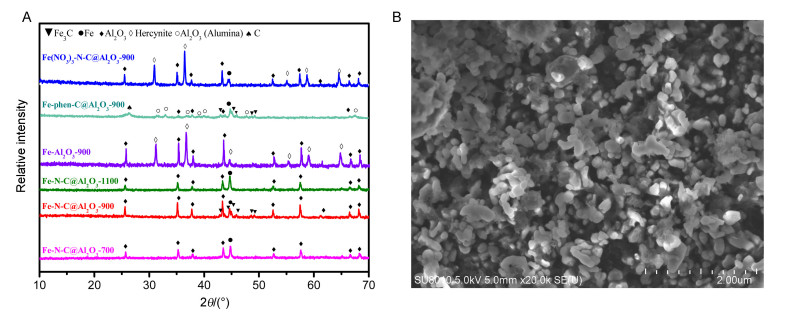
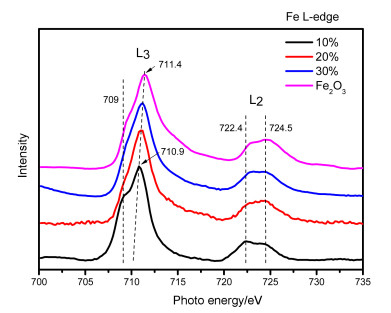
首先对反应的催化剂进行了筛选(表 1).空白反应的结果表明反应无法在无催化剂时进行.当使用20% Fe-N-C@Al2O3-900(铁的质量分数为20%)催化剂时, 反应0.5 h时醇的收率可达到88.6%(Entry 2).经过文献调研, 这是首例使用单金属铁实现脂肪酸高选择性转化制备相应的脂肪醇.对于催化剂详尽的表征参见近期研究工作[23].无铁负载及氮掺杂的催化剂均表现出非常差的反应活性(Entries 3~5), 证明催化剂中铁的负载以及氮的掺杂均非常重要.对催化剂热解温度的调节表明900 ℃是最优的热解温度(Entries 6~8). X射线(XRD)表征显示仅在900 ℃的热解温度下存在明显的Fe3C相的衍射峰(图 1), 证明Fe3C相对于羧酸加氢制醇至关重要, 这也与我们的前期研究结论一致.使用扫描电镜(SEM)表征Fe-N-C@Al2O3-900催化剂的形貌, 可以观察到明显的氧化铝片层结构(图 1).其他载体如C, TiO2及SiO2负载的铁催化剂均对该氢化反应表现出非常差的活性(Entries 9~11), 醇的产率<5%.当铁源由乙酰丙酮铁变为硝酸铁时, 醇的产率降低到了10.8% (Entries 12).这是由于硝酸根离子在热解过程中可能与氮源发生了氧化还原反应, 导致铁未在热解过程中形成碳化铁相, 而是与载体发生反应形成了尖晶石相(图 1).这种尖晶石相同样可以在Fe-Al2O3-900催化剂的XRD谱图中观察到(图 1).这些催化剂非常差的反应活性表明尖晶石相的形成不利于氢化反应的发生.将氮源替换为前期合成Fe-N-C催化剂常用的1, 10-菲罗啉后, 醇的产率降低至58.8%(Entries 13).这可能是因为1, 10-菲罗啉的氮含量远比三聚氰胺低, 为了保证催化剂前体中具有同样的N含量, 需要大大增加1, 10-菲罗啉的加入量, 从而导致氧化铝载体的结构发生了改变(图 1).铁负载量的研究表明最优的负载量的质量分数为20% (Entries 14~17).使用Fe L边X射线吸收精细结构(Fe L-edge XANES)对不同铁负载量的催化剂进行表征发现质量分数为10%的铁负载量的催化剂在L3区域(2p3/2→3d转变)有明显的Fe0峰(709 eV, 图 2)[31].相比于对照样氧化铁, 铁催化剂中Fe3+的特征峰随着负载量的降低逐渐向低场移动, 证明Fe的价态不断降低, 间接表明催化剂的氧空位不断增加, 这对加氢反应是有利的.因此, 结合X射线衍射(XRD)和X射线吸收近边结构(XANES)的表征我们推断催化剂对硬脂酸加氢的活性与Fe3C活性相及氧空位的存在非常相关.
 下载:
导出CSV
下载:
导出CSV
 |
|||||||
| Entry | Catalyst | Conv./% | Yield b/% | Carbon balance | |||
| C18-OH | C17 | C18 | C17-CHO | ||||
| 1 | — | 33.3 | 0.5 | 0.5 | 0.1 | 0.2 | 3.9 |
| 2 | 20% Fe-N-C@Al2O3-900 | >99 | 88.6 | 1.1 | 2.4 | 0.4 | 92.5 |
| 3 | 20% Fe-Al2O3-900 | 21.6 | 0.9 | 0.9 | 0.1 | 2.2 | 19.0 |
| 4 | N-C@Al2O3-900 | 42.3 | 0.5 | 0.5 | 0.4 | 0.4 | 4.3 |
| 5 | Al2O3 | 43.3 | 7.9 | 1.0 | 0.9 | 4.1 | 32.1 |
| 6 | 20% Fe-N-C@Al2O3-550 | 98.3 | 80.4 | 1.5 | 14.3 | 0 | 97.9 |
| 7 | 20% Fe-N-C@Al2O3-700 | 95.7 | 34.1 | 0.7 | 3.8 | 3.0 | 43.5 |
| 8 | 20% Fe-N-C@Al2O3-1100 | 97.1 | 47.9 | 1.6 | 11.8 | 2.6 | 65.8 |
| 9 | 20% Fe-N-C@SiO2-900 | 88.5 | 1.0 | 1.3 | 0.1 | 1.1 | 4.0 |
| 10 | 20% Fe-N-C-900 | 92.1 | 4.3 | 1.6 | 0.7 | 1.8 | 9.1 |
| 11 | 20% Fe-N-C@TiO2-900 | 66.9 | 3.6 | 0.9 | 0.4 | 3.0 | 11.8 |
| 12 | 20% Fe(NO3)3-N-C@Al2O3-900 | 80.6 | 10.8 | 1.2 | 0.6 | 2.2 | 18.4 |
| 13 | 20% Fe-phen-C@Al2O3-900 | 96.2 | 58.8 | 0.9 | 4.4 | 3.5 | 70.3 |
| 14 | 3% Fe-N-C@Al2O3-900 | 89.4 | 52.6 | 1.0 | 1.1 | 2.9 | 64.4 |
| 15 | 5% Fe-N-C@Al2O3-900 | 94.7 | 21.6 | 0.6 | 0.8 | 3.9 | 28.4 |
| 16 | 10% Fe-N-C@Al2O3-900 | 98.0 | 62.0 | 0.6 | 0.6 | 1.8 | 66.3 |
| 17 | 30% Fe-N-C@Al2O3-900 | 99.3 | 46.0 | 0.8 | 1.5 | 2.2 | 50.9 |
| a Reaction conditions: 0.5 mmol of stearic acid, 20 mL of solvent, 0.1 g of catalyst, 4 MPa H2, 320 ℃, and 0.5 h. b C18-OH refers to octadecanol, C17 refers to heptadecane, C18 refers to octadecane, and C17-CHO refers to octadecanal. | |||||||
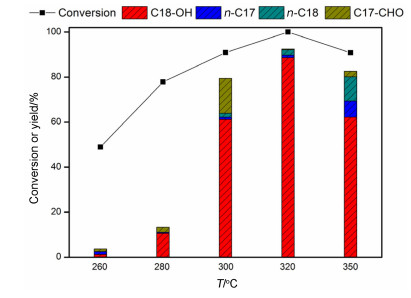
在筛选出最优的反应催化剂后, 对反应参数进行了研究.如图 3所示, 反应温度对铁催化羧酸氢化制醇反应有着很大影响.在较低的反应温度下如260和280 ℃反应时, 不论是主产物硬脂醇还是副产物烷烃和醛的产率都很低.当反应温度提高到300 ℃时, 硬脂醇的产率提高到了61.2%, 同时以15.5%的产率生成了硬脂醛.前人的文献表明对于多种催化剂, 硬脂酸的转化率和硬脂醇的产率在一定的温度区间内都会有不同程度的突然提升现象[16, 20, 21].我们推测, 在本工作中, 此现象可能是因为随着反应温度的提高, 反应物分子更加容易进入到催化剂的氧空位中.当温度从280 ℃升到300 ℃时, 大量的反应物分子进入了催化剂的氧空位, 从而大大加速了反应, 使得硬脂酸的转化率和硬脂醇的产率大幅度提高.大量的硬脂醛副产物的生成表明硬脂醛极有可能是硬脂酸加氢制备硬脂醇过程的中间体.反应温度进一步提升至320 ℃时, 硬脂醇的产率达到了最大值(88.6%).继续提升反应温度到350 ℃会使硬脂酸转化率下降, 烷烃副产物的产率增加.因此, 后续反应参数探索将在320 ℃的反应温度下进行.
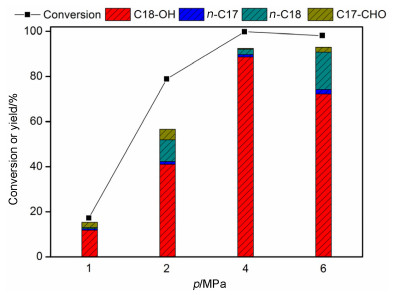
在研究了温度效应后, 同样研究了氢气压力对于反应的影响.如图 4所示, 在320 ℃的反应温度下, 当氢压为1 MPa时, 硬脂酸的转化率为17.1%, 而硬脂醇的产率达到11.8%.反应压力提升到2 MPa时, 硬脂酸的转化率提高到了78.9%, 硬脂醇和十八烷的产率分别提高到了41%和9.6%.继续提高氢气压力至4 MPa时硬脂醇的产率达到了最大值88.6%.然而, 将氢气压力再提高至6 MPa会导致十八烷的产率提高到16.6%.相应的, 硬脂醇产率下降到了72.3%, 说明在高的氢气压力下, 醇容易继续发生氢解反应生成十八烷.因此, 为了使反应停留在硬脂醇阶段继而提高硬脂醇的选择性, 后续反应优化将在4 MPa的反应压力下进行.
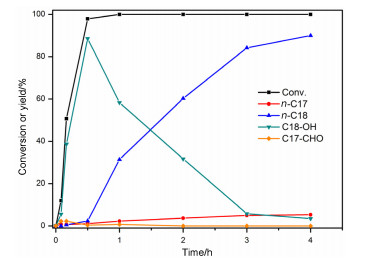
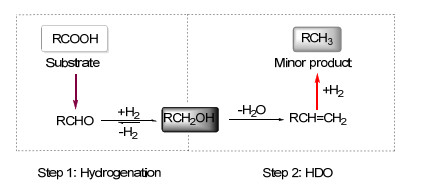
为了更好地研究非均相铁催化硬脂酸转化过程的反应路径和中间体, 制作了反应过程中产物随时间的分布曲线(图 5).反应进行5 min后, 硬脂酸转化率达到了12%, 硬脂醇的产率为5.6%, 而硬脂醛的产率为2.3%.反应10 min后, 硬脂酸转化率达到了50.7%, 硬脂醇的产率提高到了38.7%.反应30 min后, 硬脂酸基本转化完毕, 硬脂醇的产率达到了最大值88.6%.随着反应的继续进行, 硬脂醇的产率不断下降, 相应的十八烷的产率则不断上升, 最终在反应4 h后达到90%的产率, 而此时硬脂醇的产率仅为3.5%.对样品进行气质分析后发现反应过程中有痕量的十八烯生成, 表明十八烷很有可能是硬脂醇经脱水再氢化过程生成的.结合前文反应参数的考察结果, 铁催化硬脂酸转化过程的反应路径如图 6所示.
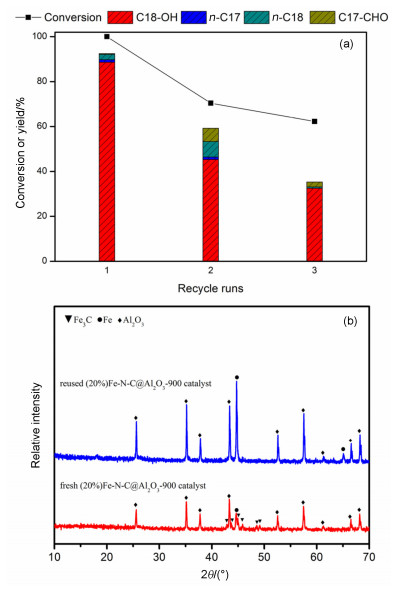
最后, 对催化剂的稳定性进行了考察.反应结束后, 催化剂通过离心的方式与反应溶液分离, 随后用溶剂洗涤几次后直接用于下次反应.如图 7a所示, 随着催化剂的重复利用次数的增加, 无论是硬脂酸的转化率还是硬脂醇的产率都会显著下降. Fe3C相是羧酸加氢制醇的关键活性位点, 而在重复使用过程中Fe3C相会降解为单质铁相(图 7b), 催化剂的加氢活性随之降低.进一步的工作将致力于合成具有高稳定性Fe3C相的非均相铁催化剂.
由于脂肪醇的高附加值以及其巨大的市场容量, 开发高效经济的催化体系用于脂肪酸加氢生产脂肪醇非常重要.报道了首例非均相铁催化转化硬脂酸制备硬脂醇的实例. Fe3C活性相、氮杂碳-氧化铝的复合结构及氧空位的存在对于该氢化过程非常重要.通过对催化剂制备条件及反应因素的优化, 硬脂醇的最高产率达到了88.6%.该工作为硬脂酸选择性氢化制硬脂醇提供了一条新的具有经济性的催化路线.进一步的工作将研究如何制备具有高稳定性Fe3C相的铁催化剂.
乙酰丙酮铁(98%)和金属氧化物载体如Al2O3 (30 nm, 亲水性, 99.9%)、二氧化钛(99%)、二氧化硅(99.9%)及十二烷(98%)购自阿拉丁试剂有限公司.九水合硝酸铁(98.5%)和乙醇(99.5%)购自国药集团化学试剂有限公司. 1, 10-菲罗啉一水合物(99%)、三聚氰胺(98%)、活性炭(99%)、十八烷(98%)、十八烯(90%)、十八醇(98%)及十八醛(95%)购自TCI公司.
铁催化剂是由铁和氮前驱体在各种载体上同时热解制备的.除非特殊说明, 否则铁的负载量(质量分数)为20%.典型的制备方法如下:在室温下, 在100 mL乙醇中首先加入一定量的乙酰丙酮铁.待前体完全溶解后, 向溶液中加入三聚氰胺.然后将1 g氧化铝添加到混合物中, 并在60 ℃下将溶液搅拌16 h, 然后在40 ℃下蒸发以去除乙醇溶剂.将所得固体在60 ℃下干燥过夜.然后将所得混合物磨成细粉末, 在氩流量为100 mL•min-1的管式炉中进行热解.最终获得的催化剂记为x% Fe-N-C@S-T, 其中x%表示铁的负载量(质量分数), S表示载体类型, T则表示热解温度.为了制备具有不同铁负载量的铁催化剂, 对三聚氰胺的量相应地进行了调整使得铁/氮比保持不变.我们发现不同批次制备的铁催化剂具有相同的催化性能, 表明本工作报道的制备方法具有较高的重复性.
羧酸的加氢反应均在购买于安徽科幂机械技术有限公司的50 mL反应釜中进行.典型的操作步骤如下:将0.5 mmol硬脂酸、100 mg非均相铁催化剂、0.5 mmol二十烷(内标)和20 mL十二烷溶剂装入反应釜中的石英内衬(用于消除釜金属内壁的影响)中.反应釜用氢气吹扫3次后在室温下充入需要的氢气.反应在设定的温度下进行0.5 h后, 通过反应釜自带的取样装置取样后使用气相色谱(GC)分析产物, 色谱为HP-5ms柱(30 m×0.25 mm×0.25 μm毛细管柱).为了确保反应的重现性, 一些反应至少重复了两次.碳损失可归因于生成气相色谱无法检测产物或结焦产物.
辅助材料(Supporting Information) 铁催化硬脂酸加氢反应的气相色谱图.这些材料可以免费从本刊网站(http://sioc-journal.cn/)上下载.
Huber, G. W.; Iborra, S.; Corma, A. Chem. Rev. 2006, 106, 4044. doi: 10.1021/cr068360d
Corma, A.; Iborra, S.; Velty, A. Chem. Rev. 2007, 107, 2411. doi: 10.1021/cr050989d
杨珍, 傅尧, 郭庆祥, 有机化学, 2015, 35, 273. http://sioc-journal.cn/Jwk_yjhx/CN/abstract/abstract344730.shtmlYang, Z.; Fu, Y.; Guo, Q. Chin. J. Org. Chem. 2015, 35, 273 (in Chinese). http://sioc-journal.cn/Jwk_yjhx/CN/abstract/abstract344730.shtml
Jamil, F.; Al-Haj, L.; Al-Muhtaseb, A. H.; Al-Hinai, M. A.; Baawain, M.; Rashid, U.; Ahmad, M. N. M. Rev. Chem. Eng. 2018, 34, 267. doi: 10.1515/revce-2016-0026
Besson, M.; Gallezot, P.; Pinel, C. Chem. Rev. 2014, 114, 1827.
Gupta, S. Frost and Sullivan Market Insight 2004, 11075449.
Adkins, H.; Folkers, K. J. Am. Chem. Soc. 1931, 53, 1095. doi: 10.1021/ja01354a042
Toba, M.; Tanaka, S.-I.; Niwa, S.-I.; Mizukami, F.; Koppány, Z.; Guczi, L.; Cheah, K.-Y.; Tang, T.-S. Appl. Catal., A 1999, 189, 243. doi: 10.1016/S0926-860X(99)00281-1
Mendes, M.; Santos, O.; Jordao, E.; Silva, A. Appl. Catal., A 2001, 217, 253. doi: 10.1016/S0926-860X(01)00613-5
Takeda, Y.; Nakagawa, Y.; Tomishige, K. Catal. Sci. Technol. 2012, 2, 2221. doi: 10.1039/c2cy20302b
Takeda, Y.; Tamura, M.; Nakagawa, Y.; Okumura, K.; Tomishige, K. ACS Catal. 2015, 5, 7034. doi: 10.1021/acscatal.5b01054
Ullrich, J.; Breit, B. ACS Catal. 2018, 8, 785. doi: 10.1021/acscatal.7b03484
Manyar, H. G.; Paun, C.; Pilus, R.; Rooney, D. W.; Thompson, J. M.; Hardacre, C. Chem. Commun. 2010, 46, 6279. doi: 10.1039/c0cc01365j
Rozmysłowicz, B.; Kirilin, A.; Aho, A.; Manyar, H.; Hardacre, C.; Wärn , J.; Salmi, T.; Murzin, D. Y. J. Catalysis 2015, 328, 197. doi: 10.1016/j.jcat.2015.01.003
Toyao, T.; Siddiki, S. M.; Touchy, A. S.; Onodera, W.; Kon, K.; Morita, Y.; Kamachi, T.; Yoshizawa, K.; Shimizu, K. I. Chem.-Eur. J. 2017, 23, 1001. doi: 10.1002/chem.201604762
Kandel, K.; Chaudhary, U.; Nelson, N. C.; Slowing, I. I. ACS Catal. 2015, 5, 6719. doi: 10.1021/acscatal.5b01664
Wu, L.; Li, L.; Li, B.; Zhao, C. Chem. Commun. 2017, 53, 6152. doi: 10.1039/C7CC01126A
Onyestyák, G.; Harnos, S.; Kalló, D. Catal. Commun. 2011, 16, 184. doi: 10.1016/j.catcom.2011.09.032
Gao, X.; Tong, D.; Zhong, H.; Jin, B.; Jin, F.; Zhang, H. RSC Adv. 2016, 6, 27623. doi: 10.1039/C6RA01150K
Kong, X.; Fang, Z.; Bao, X.; Wang, Z.; Mao, S.; Wang, Y. J. Catalysis 2018, 367, 139. doi: 10.1016/j.jcat.2018.08.022
Jia, W.; Xu, G.; Liu, X.; Zhou, F.; Ma, H.; Zhang, Y.; Fu, Y. Energy Fuels 2018, 32, 8438. doi: 10.1021/acs.energyfuels.8b01114
Song, S.; Wang, D.; Di, L.; Wang, C.; Dai, W.; Wu, G.; Guan, N.; Li, L. Chin. J. Catal. 2018, 39, 250. doi: 10.1016/S1872-2067(17)63003-1
Li, J.; Zhang, J.; Wang, S.; Xu, G.; Wang, H.; Vlachos, D. G. ACS Catal. 2019, 9, 1564. doi: 10.1021/acscatal.8b04967
Jagadeesh, R. V.; Surkus, A.; Junge, H.; Pohl, M.; Radnik, J.; Rabeah, J.; Huan, H.; Schunemann, V.; Bruckner, A.; Beller, M. Science 2013, 342, 1073. doi: 10.1126/science.1242005
Cui, X.; Li, Y.; Bachmann, S.; Scalone, M.; Surkus, A.; Junge, K.; Topf, C.; Beller, M. J. Am. Chem. Soc. 2015, 137, 10652. doi: 10.1021/jacs.5b05674
Natte, K.; Neumann, H.; Jagadeesh, R. V.; Beller, M. Nat. Commun. 2017, 8, 1344. doi: 10.1038/s41467-017-01428-0
Li, J.; Liu, J.; Zhou, H.; Fu, Y. ChemSusChem 2016, 9, 1339. doi: 10.1002/cssc.201600089
Li, J.; Liu, J.; Liu, H.; Xu, G.; Zhang, J.; Liu, J.; Zhou, G.; Li, Q.; Xu, Z.; Fu, Y. ChemSusChem 2017, 10, 1436. doi: 10.1002/cssc.201700105
Li, J.; Zhang, J.; Liu, H.; Liu, J.; Xu, G.; Liu, J.; Sun, H.; Fu, Y. ChemistrySelect 2017, 2, 11062. doi: 10.1002/slct.201701966
Li, J.; Sun, H.; Liu, J. X.; Zhang, J. J.; Li, Z. X.; Fu, Y. Mol. Catal. 2018, 452, 36. doi: 10.1016/j.mcat.2018.03.014
Leveneur, J.; Waterhouse, G. I. N.; Kennedy, J.; Metson, J. B.; Mitchell, D. R. G. J. Phys. Chem. C 2011, 115, 20978. doi: 10.1021/jp206357c

图 1 不同条件下制备的Fe-N-C@Al2O3和Fe-Al2O3-900催化剂的XRD谱图(A)和Fe-N-C@Al2O3-900催化剂的SEM谱图(B)
Figure 1 XRD patterns of Fe-N-C@Al2O3 catalyst prepared under different conditions and Fe-Al2O3-900 catalyst (A), and SEM image of Fe-N-C@Al2O3-900 catalyst (B)

图 2 不同铁含量的Fe-N-C@Al2O3催化剂和对照样Fe2O3的Fe L边XANES谱图
Figure 2 Fe L-edge XANES spectra of Fe-N-C@Al2O3-900 catalysts with different mass fraction of Fe and control sample Fe2O3

图 3 反应温度对于铁催化硬脂酸氢化制硬脂醇的影响
Figure 3 Effect of reaction temperature on iron-catalyzed hydrogenation of stearic acid to stearyl alcohol

图 4 反应氢压对于铁催化硬脂酸氢化制硬脂醇的影响
Figure 4 Effect of H2 pressure on iron-catalyzed hydrogenation of stearic acid to stearyl alcohol

图 6 铁催化硬脂酸转化过程可能的反应路径
Figure 6 Proposed reaction pathway for iron-catalyzed conversion of stearic acid

图 7 (a) 铁催化剂稳定性实验以及(b)新鲜和重复使用的Fe-N-C@Al2O3-900催化剂的XRD谱图
Figure 7 (a) Stability test of iron catalysts, and (b) XRD patterns of fresh and reused Fe-N-C@Al2O3-900 catalysts
表 1 催化剂筛选a
Table 1. Catalyst screening
|
|||||||
| Entry | Catalyst | Conv./% | Yield b/% | Carbon balance | |||
| C18-OH | C17 | C18 | C17-CHO | ||||
| 1 | — | 33.3 | 0.5 | 0.5 | 0.1 | 0.2 | 3.9 |
| 2 | 20% Fe-N-C@Al2O3-900 | >99 | 88.6 | 1.1 | 2.4 | 0.4 | 92.5 |
| 3 | 20% Fe-Al2O3-900 | 21.6 | 0.9 | 0.9 | 0.1 | 2.2 | 19.0 |
| 4 | N-C@Al2O3-900 | 42.3 | 0.5 | 0.5 | 0.4 | 0.4 | 4.3 |
| 5 | Al2O3 | 43.3 | 7.9 | 1.0 | 0.9 | 4.1 | 32.1 |
| 6 | 20% Fe-N-C@Al2O3-550 | 98.3 | 80.4 | 1.5 | 14.3 | 0 | 97.9 |
| 7 | 20% Fe-N-C@Al2O3-700 | 95.7 | 34.1 | 0.7 | 3.8 | 3.0 | 43.5 |
| 8 | 20% Fe-N-C@Al2O3-1100 | 97.1 | 47.9 | 1.6 | 11.8 | 2.6 | 65.8 |
| 9 | 20% Fe-N-C@SiO2-900 | 88.5 | 1.0 | 1.3 | 0.1 | 1.1 | 4.0 |
| 10 | 20% Fe-N-C-900 | 92.1 | 4.3 | 1.6 | 0.7 | 1.8 | 9.1 |
| 11 | 20% Fe-N-C@TiO2-900 | 66.9 | 3.6 | 0.9 | 0.4 | 3.0 | 11.8 |
| 12 | 20% Fe(NO3)3-N-C@Al2O3-900 | 80.6 | 10.8 | 1.2 | 0.6 | 2.2 | 18.4 |
| 13 | 20% Fe-phen-C@Al2O3-900 | 96.2 | 58.8 | 0.9 | 4.4 | 3.5 | 70.3 |
| 14 | 3% Fe-N-C@Al2O3-900 | 89.4 | 52.6 | 1.0 | 1.1 | 2.9 | 64.4 |
| 15 | 5% Fe-N-C@Al2O3-900 | 94.7 | 21.6 | 0.6 | 0.8 | 3.9 | 28.4 |
| 16 | 10% Fe-N-C@Al2O3-900 | 98.0 | 62.0 | 0.6 | 0.6 | 1.8 | 66.3 |
| 17 | 30% Fe-N-C@Al2O3-900 | 99.3 | 46.0 | 0.8 | 1.5 | 2.2 | 50.9 |
| a Reaction conditions: 0.5 mmol of stearic acid, 20 mL of solvent, 0.1 g of catalyst, 4 MPa H2, 320 ℃, and 0.5 h. b C18-OH refers to octadecanol, C17 refers to heptadecane, C18 refers to octadecane, and C17-CHO refers to octadecanal. | |||||||
 下载: 导出CSV
下载: 导出CSV

 扫一扫看文章
扫一扫看文章

扫一扫关注我们
