State Key Laboratory of Polymer Physics and Chemistry, Changchun Institute of Applied Chemistry, Chinese Academy of Sciences, Changchun 130022, China
b.
Key Laboratory of Automobile Materials, Ministry of Education, College of Materials Science and Engineering, Jilin University, Changchun 130025, China
Corresponding author:
XU Donghua, associate professor; Tel:0431-85262935; Fax:0431-85262969; E-mail:dhxu@ciac.ac.cn; Research interests:polymer rheology; YAO Weiguo, associate professor; Tel:0431-84968881; Fax:0431-88999985; E-mail:wgyao@jlu.edu.cn; Research interests:polymer physics and chemistry
Received Date:
24 May 2019 Accepted Date:
28 August 2019 Revised Date:
16 August 2019 Available Online:
01 January 2020
Fund Project:
Supprted by Changchun Science and Technology Plan Science and Technology Innovation "Double Ten" Project Major Science and Technology Projects(No.17SS016), and the Technology Development Program of Jilin Province Science and Technology Department(No.20190302092GX)
‡Co-first author
Abstract:
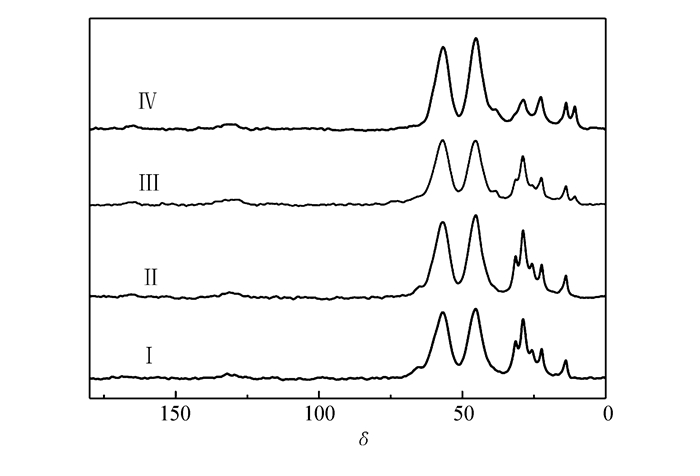
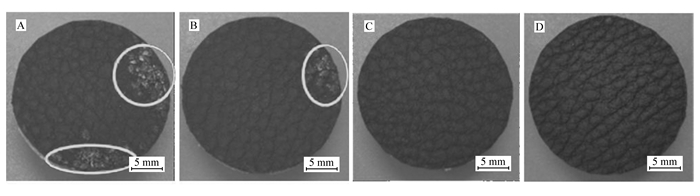
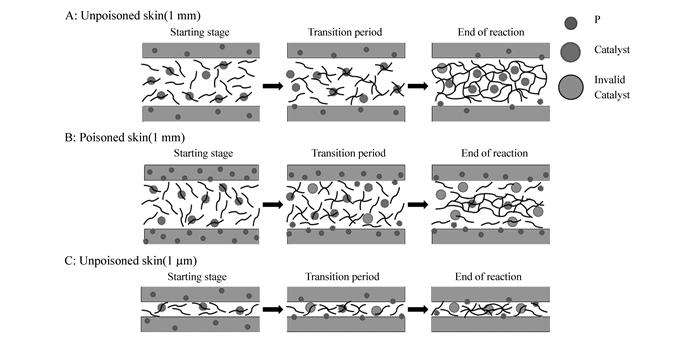
In this paper, the curing kinetics of two-component addition silicone rubber on different polyvinyl chloride (PVC) skins was studied with rheological method. The components of PVC skins were analyzed to determine the mechanism of uncuring of two-component addition silicone rubber by using Fourier transform infrared spectrometer (FTIR), nuclear magnetic resonance (NMR), and inductively coupled plasma mass spectrometer (ICP-MS). The results show that phosphorus (P) is the main element in the PVC skin that causes the difficulty in curing of silicone rubber. At the fixed silicone rubber thickness of 1 mm, when the content(mass fraction) of P element in the PVC is below 3×10-3%, the two-component addition silicone rubber casted on the PVC skin can still be solidified completely; when the content of P in the PVC skin exceeds about 2.4×10-2%, although the intermediate layer of two-component addition silicone rubber can be cured, the layer contacting PVC skins fails to cure, and the thickness of the uncured layer increases with the content of P. Besides, reducing the thickness of silicone rubber to micron on the skin of PVC with P element content less than 3×10-3%, especially less than 2 μm, the silicone rubber can not cure completely. The consequences mentioned above indicate that the curing behavior of two-component addition silicone rubber on the surface of PVC skin containing P element is mainly influenced by the total content of platinum catalyst in silicone rubber and the content of P element in PVC skin, while the reaction rate of two-component addition silicone rubber and diffusion rates of platinum catalyst and P element in the silicone rubber have ffects as well.
Table 2.
The elements in self-made PVC geometries that cause poisoning of the platinum catalyst account for the mole fraction of all possible poisoning elements
WANG Jiwu. Overview of Instrument Panel Skin Processing Technology[J]. Polyu Mon,
2010, (3):
54-57.
[2]
LI Yabin, ZHOU Bo. Progress of Automotive Interior Decoration Material[J]. Auto Eng,
2012, (4):
19-22.
[3]
YUAN Leilei, XUE Zhenrong, JIA Yichao. Study on Surface Molding Technique of Instrument Panel[J]. Auto Appl Technol,
2019, (1):
141-142.
[4]
ZHOU Haifeng, LIU Zhongwei, HU Guoping. Application of Slush Skin in the Dashboard[C]//Proceedings of 2011 International Symposium and Exhibition on Automotive Interior and Exterior Products and New Materials Applications. Chongqing, 2011: 76-78(in Chinese).
[5]
LI Bailin. Study on Key Technologies of Slush Mould Preparation and Slush Forming Process[D]. Changchun: Jilin University, 2014(in Chinese).
[6]
TANG Chong. Slush-Technology of Application of Auto Interior Decoration Parts[J]. J Shandong Jiaotong Univ,
2009, 17(1):
13-17.
[7]
YAO Weiguo, WANG Xiaowei, XU Donghua, et al. Preparation and Application of Addition Molding Silica Gel for Refining Fine Pattern Mold: CN, 201811550980.7[P]. 2019-05-21(in Chinese).
[8]
WANG Yiqing. The Performance and Use of Silicone Mold[J]. China Rubber Sci Technol Mark,
2003, (18):
8-9.
[9]
SUN Youhong. Study on the Rapid Tooling with Molded Silicone Rubber[J]. Fiber Reinf Plast/Compos,
2010, (3):
56-58, 35.
[10]
ZHANG Xinyu. Silicone Rubber Mold Technology and its Application[J]. Mech Electr Info,
2010, (18):
68.
[11]
XIANG Jianyun, XU Renping. Manufacturing of Mould for Artworks Based on Rapid Prototyping and Tooling Technology[J]. Die Mould Ind,
2006, (10):
65-69.
[12]
GE Jianfang, JIA Demin. Study on the Catalyst Poisoning Inhibitationand Its Activity Retarding in the Silicone Elastomer Hydrosilylation Vulcanization System[J]. Insulat Mater,
2004, (3):
36-38.
[13]
LIN Manhui, LIU Dongchan, HUANG Sujuan. Study of Poison Protection of Additive Type Silicone Rubber[J]. Silicone Mater,
2001, 15(1):
24-26.
[14]
TAN Bien, ZHAO Hua, PAN Huiming. Preparation of Platinum Catalysts for Addition Siicone Rubber and their Catalysis Activity[J]. China Adhes,
2001, (4):
1-4.
[15]
TAN Bien, PAN Hui'ming, ZHENG Lianzheng. Platinum Catalysts Used in Silicones Industry[J]. Aerosp Mater Technol,
1999, (3):
12-17.
[16]
ZHAO Yaru. Formulation Design and Performance Optimization of PVC Slush Molding Powder[D]. Ji′nan: Shandong University, 2017(in Chinese).
[17]
Nishinari K. Some Thoughts on the Definition of a Gel[J]. Prog Colloid Polym Sci,
2008, 136:
87-94.
[18]
ZHANG Huanhuan, XU Donghua, GUAN Dongbo. Rheological Properties of Two-Component Silicon Rubber During Cross-linking by Addition Reaction[J]. Chem J Chinese Univ,
2015, 36(4):
788-793.
[19]
Guan D B, Cai Z Y, Liu X C. Rheological Study on the Cure Kinetics of Two-component Addition Cured Silicone Rubber[J]. Chinese J Polym Sci,
2016, 34(10):
1290-1300.
doi: 10.1007/s10118-016-1847-8
[20]
Jaruchattada J, Fuongfuchat A, Pattamapromp C. Rheological Investigation of Cure Kinetics and Adhesive Strength of Polyurethane Acrylate Adhesive[J]. J Appl Polym Sci,
2012, 123(4):
2344-2350.
doi: 10.1002/app.34754
[21]
LU Yongquan, DENG Zhenhua. Practical Infrared Spectrum Analysis[M]. Beijing:Electronic Industry Press, 1989:31-35(in Chinese).
[22]
WANG Kunhua, LUO Chuanqiu, ZHOU Xiao. Polymer Modern Instrument Analysis[M]. 2nd Ed. Beijing:Tsinghua University Press, 2000:75-77(in Chinese).
图 1
流变仪用铝夹具(A)和和环氧树脂表面粘有PVC表皮的自制夹具(B)的光学照片
Figure 1
Picture of aluminum geometry of rheometer(A) and homemade geometry with PVC layer on epoxy resin(B)
Table 2.
The elements in self-made PVC geometries that cause poisoning of the platinum catalyst account for the mole fraction of all possible poisoning elements

 下载:
下载:

 下载:
下载:








