Received Date:
17 February 2025 Revised Date:
17 December 2025 Available Online:
10 January 2026
Abstract:
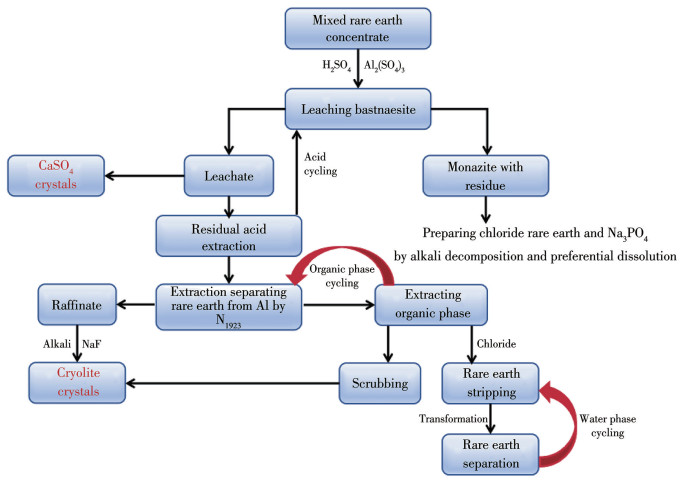
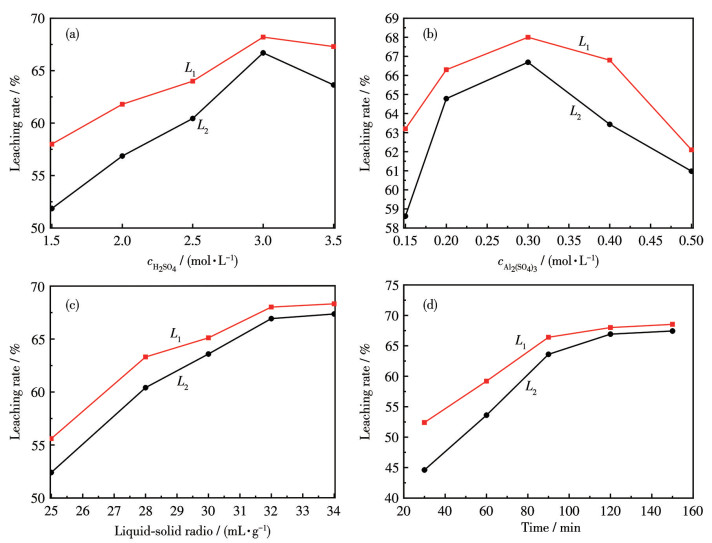
In this study, aluminum sulfate was used to enhance the leaching of bastnasite in mixed rare earth concentrate (MREC) by sulfuric acid, then triethyloctamine and N1923 were used to extract residual acid and rare earth elements in the leaching solution, sequentially to produce calcium sulfate and cryolite by-products and monazite concentrate. The results show that the strong coordination of Al with F not only strengthens the leaching but also eliminates the generation of HF, which is convenient for the separation and comprehensive recycling of rare earth (RE), F, and Al, and eliminates the environmental impact. For the 100 mesh MREC, the concentrate and RE leaching rates by a mix solution of 3.0 mol·L-1 H2SO4 and 0.3 mol·L-1 Al2(SO4)3 with a liquid-solid ratio (the ratio of the volume of liquid to the mass of solid in mineral fluid) of 32 mL·g-1 and a reaction of 135 ℃ and 200 r·min-1 for 2 h reached 68.00% and 66.91%, respectively. The leaching rate of F- and the decomposition rate of CaF2 are 94.42% and 99.3%, respectively. After triethyloctanamine extracted most of the residual acid in the leaching solution, the RE was directly extracted with N1923, and the extraction rate was 97.38%. The RE in the organic phase was stripped by HCl with a stripping rate of 98.05%, and the ratio of Al to RE in the stripping solution was only 0.008 0. The F-Al complex in raffinate was transferred to cryolite by adding an external fluorine source to realize the recovery of F-Al resources.
Figure 1.
Process flow diagram for the separation of rare earths from aluminum and the recovery of fluorine-aluminum resources in the H2SO4-Al2(SO4)3 leaching system
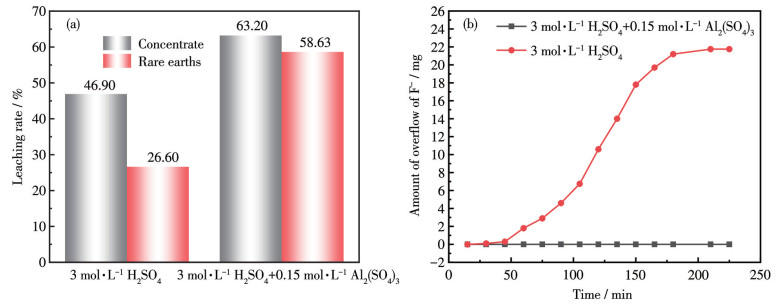
Figure 2.
Effect of Al2(SO4)3 on the leaching rates of concentrate and rare earths (a) and variation curves of F- content in alkaline absorption liquid over time (b)
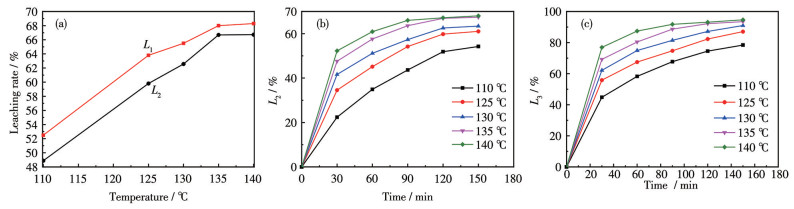
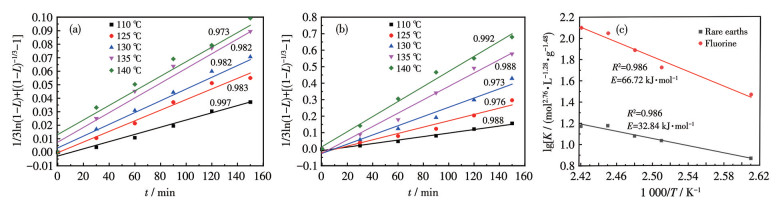
Figure 5.
Relationship between 1/3ln(1-L)+[(1-L)-1/3-1] and t during the leaching process of rare earths (a) and fluoride ions (b), and the corresponding Arrhenius plots (c)
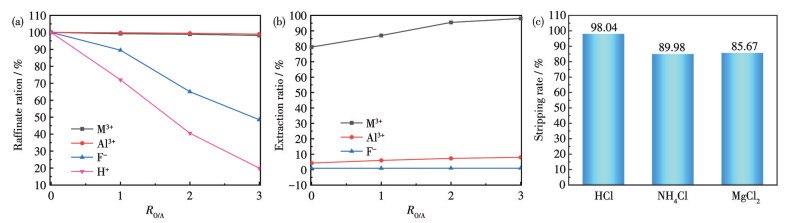
Figure 8.
Extraction raffinate rate of various elements by triisooctylamine (a); Extraction rate of various elements by N1923 (b); Stripping rate of rare earth by different chloride solutions (c)
马莹, 李娜, 王其伟, 杨启山. 白云鄂博矿稀土资源的特点及研究开发现状[J]. 中国稀土学报, 2016, 34(6): 641-649.MA Y, LI N, WANG Q W, YANG Q S. Characteristics and current research situation of rare earth resources in Bayan Obo ore[J]. Journal of the Chinese Society of Rare Earths, 2016, 34(6): 641-649
[2]
李永绣, 祝文才, 章立志, 刘艳珠. 稀土冶金与环境保护[M]. 北京: 化学工业出版社, 2024: 159-188.LI Y X, ZHU W C, ZHANG L Z, LIU Y Z. Rare earth metallurgy and environmental protection[M]. Beijing: Chemical Industrial Press, 2024: 159-188
[3]
TALAN D, HUANG Q Q. A review of environmental aspect of rare earth element extraction processes and solution purification techniques[J]. Miner. Eng., 2022, 179: 107430 doi: 10.1016/j.mineng.2022.107430
[4]
CHENG S K, LI W B, HAN Y X, SUN Y S, GAO P, ZHANG X L. Recent process developments in beneficiation and metallurgy of rare earths: A review[J]. J. Rare Earths, 2024, 42: 629-642 doi: 10.1016/j.jre.2023.03.017
[5]
王猛, 黄小卫, 冯宗玉, 龙志奇, 彭新林, 张永奇. 包头混合型稀土矿冶炼分离过程的绿色工艺进展及趋势[J]. 稀有金属, 2019, 43(11): 1131-1141.WANG M, HUANG X W, FENG Z Y, LONG Z Q, PENG X L, ZHANG Y Q. Progress and trend of green technology in hydrometallurgy and separation of Baotou mixed rare earth concentrate[J]. Rare Metals, 2019, 43(11): 1131-1141
[6]
胡轶文, 王丽明, 曹钊, 张文博. 我国稀土资源冶炼分离技术研究进展[J]. 矿产保护与利用, 2020, 40(2): 151-161.HU Y W, WANG L M, CAO Z, ZHANG W B. Research progress on rare earth ore metallurgy and separation technology in China[J]. Conservation and Utilization of Mineral Resources, 2020, 40(2): 151-161
[7]
LI J F, LI M, ZHANG D L, GAO K, XU W, WANG H H, GENG J L, HUANG L. Clean production technology of Baiyun Obo rare earth concentrate decomposed by Al(OH)3-NaOH[J]. Chem. Eng. J., 2020, 382: 122790 doi: 10.1016/j.cej.2019.122790
[8]
LI J F, LI M, ZHANG D L, GAO K, XU W, WANG H H, GENG J L, MA X F, HIANG L. Clean production technology of selective decomposition of Bayan Obo rare earth concentrate by NaOH[J]. J. Clean. Prod., 2019, 236: 117616 doi: 10.1016/j.jclepro.2019.117616
[9]
LI M, ZHANG X W, LIU Z G, WANG M T, LIU J, YANG J P. Mixed rare earth concentrate leaching with HCl-AlCl3 solution[J]. Rare Metals, 2013, 32(3): 312-317 doi: 10.1007/s12598-013-0034-0
[10]
张晓伟, 李梅, 柳召刚, 胡艳宏, 王觅堂, 刘佳, 阳建平. 包头稀土精矿的配合浸出及动力学[J]. 中国有色金属学报, 2014, 24(8): 2137-2144.ZHANG X W, LI M, LIU Z G, HU Y H, WANG M T, LIU J, YANG J P. Complex leaching and kinetics of Baotou mixed rare earth concentrate[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(8): 2137-2144
[11]
XUE H Y, LV G Z, WANG L, ZHANG T A. Review of rare earth extraction and product preparation technologies and new thinking for clean utilization[J]. Miner. Eng., 2024, 215: 108796 doi: 10.1016/j.mineng.2024.108796
[12]
ZHAO J M, PAN F, LIU H Z. An environmental friendly Na2CO3-roasting decomposition strategy for the mixed rare earth concentrate[J]. Sep. Purif. Technol., 2016, 168: 161-167 doi: 10.1016/j.seppur.2016.05.036
[13]
HE J H, GAO P, YUAN S, CHENG S K, NING J L, ZHOU Z Y, SUN Y S, LI W B. High efficiency separation of bastnaesite (REFCO3) and monazite (REPO4) in mixed rare earth concentrate by heating under N2 and leaching with HCl/AlCl3[J]. Hydrometallurgy, 2024, 228: 106338 doi: 10.1016/j.hydromet.2024.106338
[14]
刘艳珠, 丁正雄, 孔维长, 王昆, 王冰, 万雪梅, 刘历辉, 赵晴, 李东平, 李永绣. 离子吸附型稀土浸取试剂和富集回收技术的演变——从抑杂浸取到强化浸取及分阶段的选择-强化浸取[J]. 中国稀土学报, 2023, 41(3): 610-622.LIU Y Z, DING Z X, KONG W C, WANG K, WANG B, WAN X M, LIU L H, ZHAO Q, LI D P, LI Y X. Evolution of leaching reagents and enrichment recovery technology of ion adsorption rare earths: leaching strategy from impurity suppression to enhancing and selection-enhancing in stages[J]. Journal of the Chinese Society of Rare Earths, 2023, 41(3): 610-622
[15]
YANG L F, LI C C, WANG D S, LI H Y, LIU Y Z, ZHOU X Z, LIU M B, WANG X F, LI Y X. Leaching ion adsorption rare earth by aluminum sulfate for increasing efficiency and lowering the environmental impact[J]. J. Rare Earths, 2019, 37(2): 429-436
[16]
LI M, LI J F, ZHANG D L, GAO K, WANG H H, XU W, GENG J L, ZHANG X Y, MA X F. Decomposition of mixed rare earth concentrate by NaOH roasting and kinetics of hydrochloric acid leaching process[J]. J. Rare Earths, 2020, 38(9): 1019-1029 doi: 10.1016/j.jre.2019.06.012
[17]
HUANG Y K, DOU Z H, ZHANG T A, LIU J. Leaching kinetics of rare earth elements and fluoride from mixed rare earth concentrate after roasting with calcium hydroxide and sodium hydroxide[J]. Hydrometallurgy, 2017, 173: 15-21 doi: 10.1016/j.hydromet.2017.07.004
[18]
LIU Y Z, XIAO H F, LIU L H, YE X F, HU X Q, DING Y R, LI Y X. Selective leaching bastnaesite from bayan obo rare earth concentrate and the recovery process of rare earths, aluminum, fluoride and calcium[J], Metals, 2025, 15(4): 431 doi: 10.3390/met15040431
[19]
HAN K N. Characteristics of precipitation of rare earth elements with various precipitants[J]. Minerals, 2020, 10(2): 178 doi: 10.3390/min10020178
[20]
胡轶文, 曹钊, 王志超, 张文博. 白云鄂博矿焙烧浸出-萃取沉淀分离稀土及钍的试验研究[J]. 矿冶工程, 2020, 40(6): 82-86.HU Y W, CAO Z, WANG Z C, ZHANG W B. Experimental study on separation of rare earth and thorium from Baiyun Obo ore by roasting-leaching and extraction-precipitation process[J]. Mining and Metallurgical Engineering, 2020, 40(6): 82-86
[21]
李艳阳, 胡秋雨, 李鸿阳, 李静, 刘艳珠, 周雪珍, 李东平, 李永绣. 稀土与铝: 从纠缠不清到相敬如宾[J]. 中国稀土学报, 2021, 39(3): 479-489.LI Y Y, HU Q Y, LI H Y, LI J, LIU Y Z, ZHOU X Z, LI D P, LI Y X. Rare earths and aluminum: From entanglement to respect with each other[J]. Journal of the Chinese Society of Rare Earths, 2021, 39(3): 479-489
[22]
李翠翠, 杨丽芬, 王悦, 李鸿阳, 王大山, 刘艳珠, 周雪珍, 王秀峰, 刘明彪, 李永绣. 伯胺N1923从离子吸附型稀土浸出液中萃取分离稀土与铝[J]. 中国稀土学报, 2019, 37(3): 351-360.LI C C, YANG L F, WANG Y, LI H Y, WANG D S, LIU Y Z, ZHOU X Z, WANG X F, LIU M B, LI Y X. Extraction separation of rare earth and aluminum from ion-adsorbed rare earth leaching solution by Primary Amine N1923[J]. Journal of the Chinese Society of Rare Earths, 2019, 37(3): 351-360
[23]
HUNG N T, THUAN L B, THANH T C, THUY N T, TRA D T T, VAN K D, WATANABE M, MIN P Q, THAN H S, VUONG N D, PHUC D V, LEE J Y, JEON J H, JYOTHI R K. Selective recovery of thorium and uranium from leach solutions of rare earth concentrates in continuous solvent extraction mode with primary amine N1923[J]. Hydrometallurgy, 2022, 213: 105933 doi: 10.1016/j.hydromet.2022.105933
[24]
CHEN Z Y, LI Z, CHEN J, KALLEM P, BANAT F, QIU H D. Recent advances in selective separation technologies of rare earth elements: A review[J]. J. Environ. Chem. Eng., 2022, 10: 107104 doi: 10.1016/j.jece.2021.107104
[25]
许秋华, 杨丽芬, 张丽, 李翠翠, 王大山, 周新木, 周雪珍, 李永绣. 基于浸取pH依赖性的离子吸附型稀土分类及高效浸取方法[J]. 无机化学学报, 2018, 34(1): 112-122.XU Q H, YANG L F, ZHANG L, LI C C, WANG D S, ZHOU X M, ZHOU X Z, LI Y X. Classification and high efficient leaching of ion adsorption rare earth based on its pH dependence[J]. Chinese J. Inorg. Chem., 2018, 34(1): 112-122
[26]
LI M, ZHANG X W, LIU Z G, HU Y H, WANG M T, LIU J, YANG J P. Kinetics of leaching fluoride from mixed rare earth concentrate with hydrochloric acid and aluminum chloride[J]. Hydrometallurgy, 2013, 140(11): 71-76
[27]
CHEN S L, FENG Z Y, WANG M, ZHAO L S, YU Z H, XIA C, HUANG X W. Leaching kinetic study of sulfuric acid roasted mixed-type rare earth concentrate for reducing the solid-waste production and chemical consumption[J]. J. Clean Prod., 2020, 260: 120989 doi: 10.1016/j.jclepro.2020.120989
图 1
H2SO4-Al2(SO4)3浸出体系中稀土与铝的分离及氟铝资源回收的工艺流程图
Figure 1
Process flow diagram for the separation of rare earths from aluminum and the recovery of fluorine-aluminum resources in the H2SO4-Al2(SO4)3 leaching system
Figure 2
Effect of Al2(SO4)3 on the leaching rates of concentrate and rare earths (a) and variation curves of F- content in alkaline absorption liquid over time (b)
Figure 5
Relationship between 1/3ln(1-L)+[(1-L)-1/3-1] and t during the leaching process of rare earths (a) and fluoride ions (b), and the corresponding Arrhenius plots (c)
Figure 8
Extraction raffinate rate of various elements by triisooctylamine (a); Extraction rate of various elements by N1923 (b); Stripping rate of rare earth by different chloride solutions (c)

 下载:
下载:

 下载:
下载:










